
グローバルセールス&マーケティング部の山口です。
今回はXEBECブラシ 表面用のオプションツールで、線材突出し量の調整を自動化する「XEBEC自動調整スリーブ」の使い方を解説してみようと思います。
現在バリ取りや研磨に表面用ブラシを使用されている方だけでなく、バリ取りを自動化されたいと考えられている方にも参考になる内容ですので是非最後まで見ていただければと思います。
当社のXEBECブラシ表面用は、高研削力かつ変形しない線材という特長から様々な加工現場でバリ取りや研磨にご使用頂いています。
この表面用ブラシは線材を専用スリーブから一定量突出した状態で使用します。そのため摩耗するとスリーブからの突出し量が短くなるため、機械を止めて線材を突出す手作業が必要となってしまいます。
そのためお客様からこういったお声を頂くことがあります。
「ブラシが摩耗すると、機械を止めて手作業でブラシをスリーブから突出すのが面倒」
「夜間に無人運用したいが、ブラシの突出し作業があるから出来ない」
このような声にお応え出来るツールが「XEBEC自動調整スリーブ」です。
このツールで線材の突出し作業を自動化し、上記のようなご懸念を解消することができます。
使い方の解説の前に、まずはXEBEC自動調整スリーブの構成部品を紹介します。
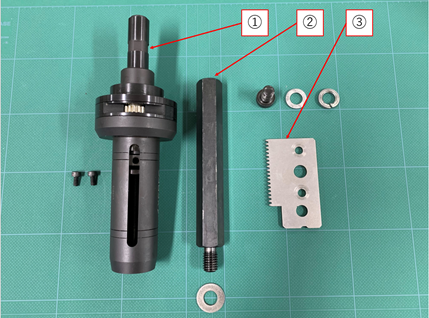
①スリーブ本体
②六角支柱
③ラックギヤ
その他固定用ボルト・ワッシャー
次に以下は自動調整スリーブを使用した際の参考動画です。
上記動画をご覧いただくとわかる通り、機械のテーブルに設置したラックギヤとスリーブ本体に内蔵されたギヤを嚙合わせることで線材を突出す構造となっています。
そのため部品②③の設置とギヤ噛み合わせの調整作業が必要となります。
次は部品の設置方法と調整作業について説明をします。
それでは実際にやっていきましょう。
まず、機械で使用するツールホルダにスリーブ本体を装着してください。
つぎに、(以下の写真の通り、最終的にギヤ同士をかみ合わせるため)スリーブ本体のギヤの向きを調整します。

詳細は取扱説明書P7をご参照ください。
https://www.xebec-tech.com/instruction_manual/xp-aut/
以下動画のように、出来るだけ針が振れない状態が理想です。
※走りの精度は±0.5mmとなるように調整してください。
※任意オリエンテーション機能を使用すると精度よく調整ができるためお勧めです。
※任意オリエンテーション機能が無い場合は、以下のようにツールスタンドを用いてツールホルダからスリーブを外し、ツールホルダとスリーブの位相角度を微調整します。
角度を微調整します

スリーブの位相設定が完了したら、次は機内にラックギヤを取り付けます。
まずは、機内のスペースが空いている場所に六角支柱を設置してください。

次に、六角支柱にラックギヤを取り付けます。

取り付けが完了したら、平行を出すためテコ式ダイヤルゲージを用いて調整します。
※上記動画のように、走りの精度は±0.1mm以下になるよう調整してください。
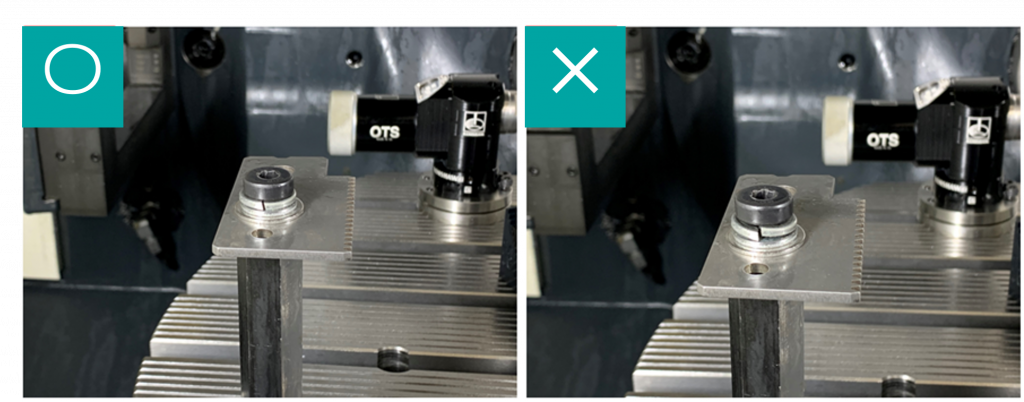
また、ラックギヤ調整の際の注意点として、以下写真のようにスプリングワッシャーをしっかりと効かせた状態で微調整の作業を行ってください。
写真右のようにスプリングワッシャーが緩んだ状態で調整を行うと、ボルトの増締めを行う際にラックギヤが共回りして走り精度がずれてしまいます。
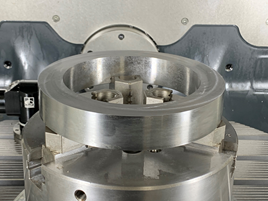
ラックギヤの取り付けが完了したら、次にラックギヤの機内位置測定を行います。

ラックギヤ上面の測定

ラックギヤ心出し用穴中心の測定(心出し用穴:写真のスタイラスを挿入している穴)
上記のように上面、穴位置をそれぞれ測定します。
ちなみに今回の測定結果は以下の通りでした。
【穴中心】
・X:-487.170
・Y:-330.626
【上面】
・Z:-486.505
これでラックギヤの位置測定は完了です!
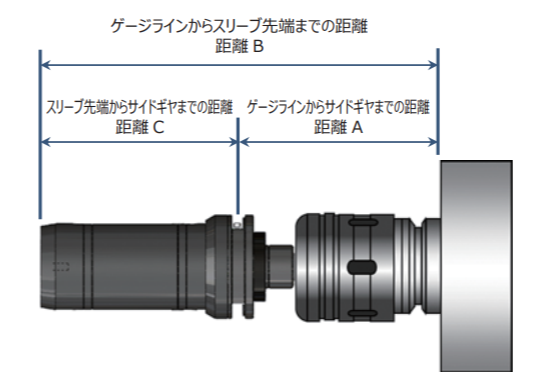
次はゲージラインからスリーブ端面の距離を測定します。
機内で測定する場合はベースマスターやブロックゲージ、テーブルセンサを使用してください。
今回はベースマスターを用いて測定しました。

今回は測定の結果
・距離B:208.426
・距離C:116.0(距離Cは本製品の規定値です)
上記より
距離Aは92.462となりました!
次にスリーブにブラシを取り付けます。
また、自動調整スリーブを運用するにあたって、ワークを加工した際にブラシがどれだけ摩耗したかをここで測定する必要があります。
ブラシの摩耗量測定については、以下ブログにて詳しく解説しておりますのでこちらをご確認ください。
今回は以下のサンプルワークに対してブラシを使用し、1ワークのバリ取りでブラシが0.1㎜摩耗したと仮定します。
・ワーク材質:S50C
・回転速度S:4000min-1
・送り速度F:3000mm/min
・切込み量D:1.0mm
※ブラシ突出し量に対するスリーブ移動量は取扱説明書P9をご参照ください。
https://www.xebec-tech.com/instruction_manual/xp-aut/
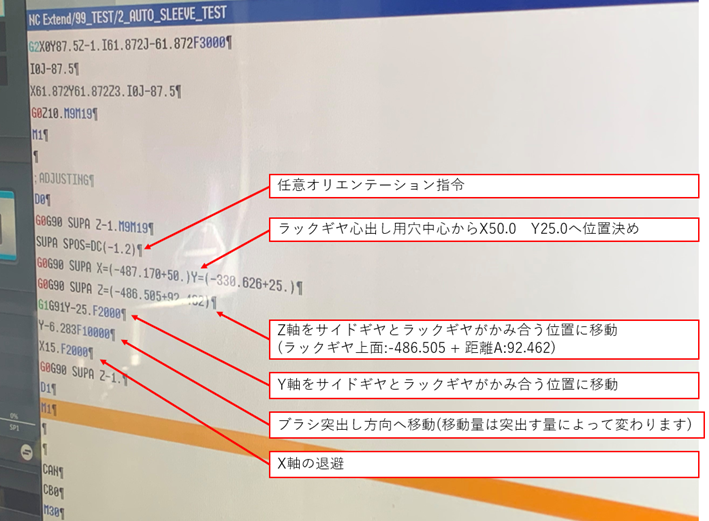
最後に線材突出し動作指示するためのNCプログラムを作成します。
これまでの段取り作業からプログラムは次のようになります。
今回はSiemens制御の機械を使用しました。
※突出し動作には主軸オリエンテーション機能が必要です。
※突出し動作前に主軸オリエンテーション指令を行ってください。
詳しいプログラム設定やFANUC準拠のプログラム例は取扱説明書P9をご参照ください。
https://www.xebec-tech.com/instruction_manual/xp-aut/
お疲れ様でした!
設定にはやや時間がかかってしまうかと思いますが、一度設定してしまえばブラシの細かい調整作業がすべて機械内で完了してしまいます!
今回設定したプログラムを用いて加工を行った動画が以下になります。
ブラシの突出し作業は、以下のような問題があります。
作業者が手作業で調整するため
・無人での運転できない
・調整のタイミングで機械が止まってしまう
・突出し量がバラついてしまう
このような問題は自動調整スリーブを導入することで解決することが出来ます。
・XEBEC表面用ブラシを現在お使いの方
・バリ取りの自動化を検討されている方
など、興味を持っていただけた方は是非導入を検討ください!
このウェブサイトのコンテンツは、当社の価値観や活動を反映しております。
無断での転載や使用は一切禁止します。
転載を希望する場合は、事前の連絡と許諾の取得をお願いします。
