バリ取りの常識を変える 株式会社ジーベックテクノロジーです。
弊社は、バリ取り工具の製造・販売を通して「バリ取り」を専門的に追及してきました。
ここでは「バリ取りとは」という基本的な内容から、バリの生成メカニズムや抑制方法、バリ取りの手法まで広く解説いたします。
より詳しく知りたいという方は、弊社主催のオンラインセミナー(無料)へぜひご参加ください。
目次
・1.バリとは?
・2.バリが引き起こすトラブル
・3.バリが生成されるメカニズム
・4.バリの抑制方法
・5.バリのサイズ・形状を測定する方法
・6.バリの種類
・7.バリ取りの方法
・8.ロボットを使ったバリ取りの自動化
・9.マシニングセンタや複合旋盤を使ったバリ取りの自動化
・10.バリ取りを自動化するメリット
・11.まとめ
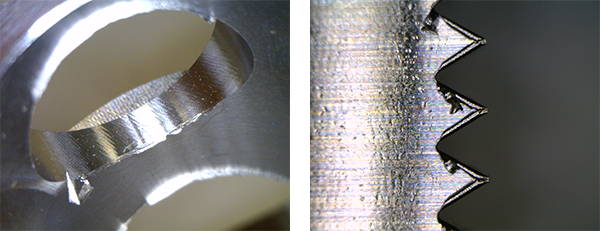
バリとは、金属や樹脂などを加工した際に発生する、意図しない形の突起のことを言います。より簡単に説明すると、加工時に発生するトゲやギザギザなどのことです。
ちなみにJIS規格では、バリは以下のように定義されています。
「かどのエッジにおける、幾何学的な形状の外側の残留物で、機械加工又は成形工程における部品上の残留物」
引用:JIS B 0051
また金属鋳造や樹脂成型においては、型の隙間から素材がにじみ出ることがあります。にじみ出た素材が尖った形状になったものもバリの一種です。
バリは品質面でさまざまなトラブルを引き起こします。よって生産現場では、必要に応じてこのバリを取り除く作業「バリ取り」を行う必要があります。
図面に記載された「バリなきこと」とは、その名の通りバリがないよう仕上げることです。基本的にバリは取らなければいけないものであるため、金属や樹脂の加工用図面には大抵「バリなきこと」と記載されています。
多くの生産現場では、バリの除去方法や寸法までは指定されません。バリ取りの細かい作業内容は、暗黙の了解や作業者の感覚で決められているのが現状です。「バリなきこと」は実は非常に曖昧な指示であり、時には生産現場を困らせます。
曖昧な指示はトラブルや生産効率の低下にもつながるため、近年は細かいルールや規格を設ける企業も少しずつ増えています。
「バリなきこと」については以下の記事でも解説しているので、参考にしてください。
バリ取りの作業に向いているのは「慎重な作業を黙々とこなせる人」です。製品の品質を左右する工程であるため、責任感も求められます。
またバリ取りをするにあたっては、さまざまな工具や機械を用いることがあります。各種工具や機械の取り扱いを熟知していることも大切です。
バリは設計段階で意図していない形状です。主に品質面で、以下のようなトラブルを引き起こします。
・部品を組み付ける際のトラブル
・性能に関するトラブル
・使用時にバリが脱落するトラブル
・取り扱う人を傷つけるトラブル
バリは突起状の形状であるため、組み付けの邪魔をします。具体的には、バリと隣接部品の干渉です。組み付け部にバリがあると、部品が正しく組み付けられないトラブルにつながります。
鋭利な形状のバリは、製品の性能に影響します。バリが摺動部などに発生することで、設計段階で想定した性能が発揮できない可能性があります。
ほとんどのバリは薄く、機械的な強度を持っていません。そのためバリがある部位に油などを流したり、衝撃や摺動などの力がかかったりすると、バリが意図せず取れることも。脱落したバリは周囲の部品を傷付けたり、流路を塞いだりする可能性があります。
特に金属素材に発生するバリは鋭利なため、カミソリのように人の肌を傷つけます。自転車のバリが使用者を傷つけ訴訟に至るケースや、工場内の作業者がバリで手を切り労災になるケースなど、重大な問題に発展するケースも少なくありません。
バリの生成メカニズムは、加工方法に由来します。以下の3種類の加工方法で、それぞれバリの生成メカニズムが変わってきます。
・切削・研削加工
・せん断加工
・鋳造・射出成型加工
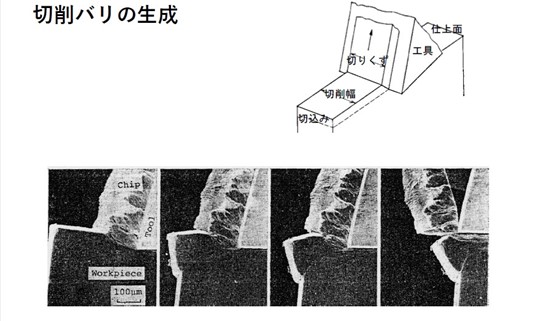
切削・研削加工では、刃物や砥石が素材に食い込んでいく際に周辺の組織が逃げ、微細な塑性流動を起します。簡単に言うと、こんにゃくのようなゲル状の物体を指で強く押した際の変化です。ゲル状の物体を指で強く押すと、押した部分は凹みますが、その周囲は軽く盛り上がります。この現象と近いイメージです。
素材へと工具が入っていく部位も、その周辺の組織が工具から逃げ、バリが発生します。また素材から工具が出ていく部位では、素材の組織が押し流され、きりくずが引きちぎられることでバリが発生します。
プレス加工などのせん断加工の場合、素材が引きちぎられる過程でバリが発生します。素材が引きちぎられる際、素材の一部がダイやポンチのクリアランスに流れ込むことが原因です。粘土を両手に持ち、上下方向に引きちぎった際の断面をイメージするといいでしょう。せん断加工時のバリは、基本的に素材の抜け側に発生します。
鋳造や樹脂の射出成形加工では、型の合わせ目に生じる微細なすき間に素材が流れ込み、そのまま凝固することでバリが発生します。羽根つきたい焼きのはみ出した部分をイメージするといいでしょう。なお鋳造や樹脂の射出成形加工で生じるバリは「PLバリ」と呼ばれることもあります。
切削・研削加工やプレス加工の場合、塑性変形しやすい素材であるほどバリが発生しやすいです。しかし鋳造や樹脂の射出成形加工で生じるバリは、素材の塑性変形しやすさに由来しません。
バリの抑制は、素材・形状・加工の面からアプローチできます。
切削・研削・プレス加工などでは、素材の塑性によりバリが発生します。よって塑性変形しにくい素材を選べば、バリの抑制は可能です。
ただし塑性変形しにくい素材は、一概に加工が難しくなりやすいです。また求められる機械的性質を満たしつつ、バリが発生しにくい素材を選ぶのが難しいケースも少なくありません。素材によるバリ抑制が実現できるのは、限定的な条件下のみであることに留意しましょう。
小さな形状変更でも、バリ抑制につながります。
バリは鋭角のエッジ上で大きくなりやすいです。よって素材の加工面を鈍角化させる加工を実施すれば、バリ抑制効果を期待できます。たとえば以下のような加工です。
・隅R
・面取り
・加工部の平面化
また形状によってバリを抑制する場合、前加工の精度や品質要求を見直すことも重要です。
たとえば前加工で発生したバリが大き過ぎると、工具によってはバリが取れないこともあります。またピン角確保などの品質要求が厳し過ぎると、工具でバリを取ったとしても、微細な2次バリでNGとなるケースも多いです。つまり設計の段階から、バリについて考えておく必要があります。
工具を変更したり、加工の軌跡を変更したりすることでバリを小さくできることもあります。特にエンドミルなどの回転工具においては、ツールの回転方向と刃物の移動方向の組み合わせによる抑制が効果的です。
急激な加工を控えることもバリ抑制効果があります。具体的には1回の加工における削り代を小さくしたり、送り速度を下げたりする方法です。組織の塑性流動の量を小さくすることで、バリを小さくできます。
またバリを小さくするだけでなく、取りやすくするアプローチも有効です。具体的には加工の順番や刃物の送り方向を調整し、バリの出る向きを変えます。
3つのバリ抑制方法を紹介しましたが、バリの発生は完全にはなくせません。しかし設計や加工の段階からバリについて考慮すれば、発生するバリを小さくしたり、大きなバリが発生する場所を変えたりはできます。バリに関する知識は現場だけに留めず、設計や生産技術などの部門とも共有しておくといいでしょう。
バリを評価するためには、バリの大きさを把握する必要があります。バリを評価するにあたり、目視での確認や見本との比較など、定量的ではない方法も多く存在します。しかしバリの発生状況や程度を正しく認識するためには、定量的な測定が欠かせません。
バリのサイズは「高さ」と「根元厚み」で表現されるのが一般的です。バリの取れやすさは根元の厚みに強く依存します。よってバリ取り作業時やエッジの品質評価にあたっては、特に根元の厚みを把握しておくことが重要です。

バリの計測方法は、「接触式」と「非接触式」の2種類に大別されます。
接触式での測定とは、その名の通りバリと計測器が接触する状態で測定することです。以下のような計測器を用い、測定を行います。
・マイクロメーター
・ダイヤルゲージ
・輪郭測定器
など
接触式の計測器を用いるメリットは、比較的容易に測定できることです。しかし接触式ゆえに、接触時の圧力でバリが脱落や変形を起こし、正確な計測ができないこともあります。
大きくないバリなら、粗さ測定器を用いる方法もあります。ただし粗さ測定器は本来粗さを計測するための機器であるため、仕組み上の問題から正確な計測は難しいです。
なおバリ取りを前提としないのであれば、シャープエッジ試験による評価も用いられます。シャープエッジ試験とは、専用のテスターを押し当てて安全性を評価する試験のことです。バリで人の手が切れないかどうかを確認する際に有効です。
非接触式での測定では、バリと計測器を接触させません。バリの脱落や変形を招きやすい接触式と比較し、正確にバリを測定できます。バリ測定を行う企業の内66%が非接触式を採用しているというデータも存在し、バリ測定では接触式よりも非接触式の方が選択されやすいです。
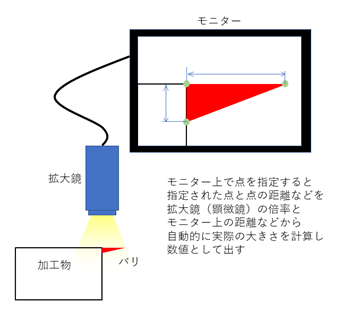
非接触でのバリ測定には、デジタルマイクロスコープや精密測定顕微鏡が多く用いられます。デジタルマイクロスコープや精密測定顕微鏡は、対象物を接眼レンズから覗き込むのではなく、モニターに映し出して観察します。付属のコントローラーでモニター上の2点を指定すると、モニター上での大きさと拡大倍率を基に、自動で測定値を得られる仕組みです。対象物にライトの光を当てて画像を得るタイプと、レーザーを当てて画像を得るタイプがありますが、基本的な原理に差はありません。
デジタルマイクロスコープや精密測定顕微鏡を用いるメリットは以下の通りです。
・映像が大きなモニターに表示されるため、拡大部の観察がしやすい
・バリの根元と先端の判定がしやすい
・複数メンバーで同時に観察できる
・映像をデジタル画像として取得するので、保存が容易
・非接触式であるため、バリの変形や脱落がない
ただしモニター上で任意の点を指定する分、作業者によって測定点の取り方にばらつきが発生しやすい点がデメリットです。そのためデジタルマイクロスコープや精密測定顕微鏡のメーカーは製品に対し、加工物のエッジがより鮮明に見えるよう工夫したり、CADデータとの連動で測定点を自動取得する機能を導入したりしています。
また近年のデジタルマイクロスコープや精密測定顕微鏡は画像診断技術も向上しており、不規則に並べられた複数部品を自動かつ短時間で測定できる機種も販売されています。検査の目的や測定する部位、個数などに応じて測定器を選びましょう。
発生するバリの種類は、各種加工方法によって下図のように分類可能です。この分類は、バリの生成メカニズム(素材の塑性流動)に起因します。
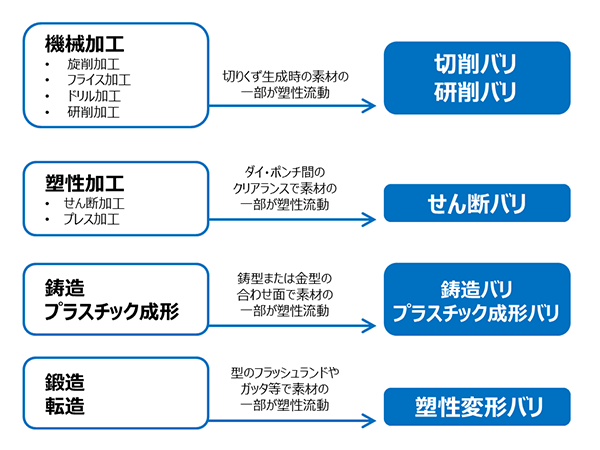
切削バリは生成形態により、更に4種類に分類されています。
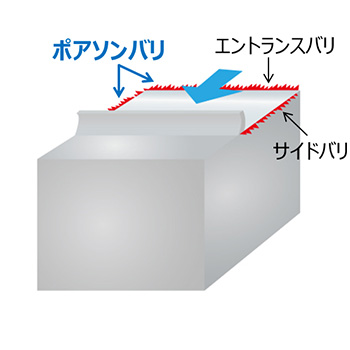
工作物のエッジが切削方向に対して直交方向に圧縮変形されて発生するバリを 「ポアソンバリ」と呼びます。切削開始時(工具の工作物への食い込み時)に生じるバリはエントランスバリ (Entrance Burr)、切削中に側方に生じるバリはサイドバリ(Side burr)とも呼ばれます。
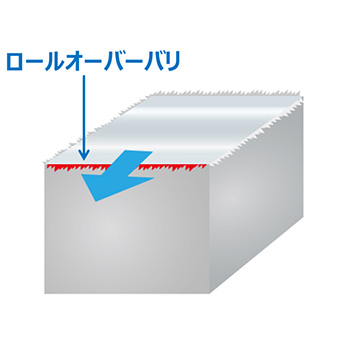
工作物エッジから工具が離れる際、塑性流動が生じることで、組織が切削方向の自由面側へ押し出されて発生するバリを「ロールオーバーバリ」と呼びます。離脱せずに残留した切りくずの一部でもあります。 ロールオーバーバリは延性に富んだ軟質金属材料に多いのが特徴です。
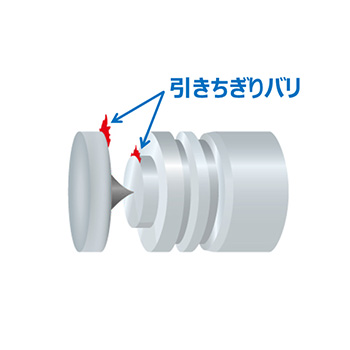
切削の開始点または終了点の工作物エッジにおいて、引きちぎり現象によって生じるバリを「引きちぎりバリ」と呼びます。突切り加工の切削開始点や、ねじ切り加工の切削終了点において生成されやすいバリです。
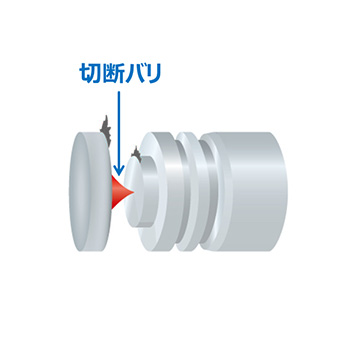
切断面の中心部にて、へそ状に残留するバリを「切断バリ」と呼びます。切断バリが生じる加工は、突切り加工や鋸引き加工などです。切断が終了する直前に、工作物の自重や振動などによって生じます。
具体的なバリ取り手法について挙げていきます。
なお、バリ取り自動化に関する手法に関してはこちらにイラストとともにまとめました。あわせてご確認ください。
以下のような工具を使い、作業者が手作業でバリ取りを行います。
・専用手工具
・研磨工具
・ブラシ
刃物で対象部をなぞったり、砥石やカッターを回転させたりしてバリを取ります。専用手工具ははんだごて程度の持ち運びできる大きさであり、片手で持って操作します。
(例)
研磨でバリを除去します。棒状のヤスリを作業者が自ら動かす方法もあれば、研磨ベルトや研磨ディスクへと加工物を押し当てる方法もあります。
(例)
ナイロンや金属などのブラシで加工物を擦り、バリを除去します。ハンドツールや大きな機械でブラシを回転させ、そこに加工物を押し当てる方法もあります。
(例)
バリ取り専用機を使った、以下のような方法も存在します。
・バレル加工
・ブラスト・液体ホーニング・ウォータージェット・ショットピーニング
・砥粒流動加工
・サーマルデバリング
・電解加工・化学的除去
バレル加工では、バレル槽に加工物と研磨メディア・水・コンパウンドを入れ、回転や振動を与えます。槽の中で加工物が研磨メディアと擦れ合い、エッジやバリが落とされる仕組みです。
バレル加工のメリットは、バリ取りだけでなく、研磨やエッジ仕上げなどの工程もまとめて済ませられる点です。
また、一度にたくさんの加工物を投入できるため、量産品の加工にも向いています。
ただし、加工の精度を均一に保つのが難しく、打痕が発生する可能性がある点などがデメリットです。
(例)
ブラスト・液体ホーニング・ウォータージェット・ショットピーニングは、砂や砥粒、水などを加工物に噴射してバリを取る方法です。噴射物が加工物に当たる力や、加工物の表面を滑走する力を利用しています。
噴射時は水(加工液)や空気の圧力を利用したり、ローターで噴射したりします。噴射剤に用いられるのは以下のような材料です。
・砂
・樹脂やガラスのパウダー
・ドライアイスペレット
・金属球
噴射方法やノズルの形状によって、加工する範囲を広くしたり狭くしたりする調整も可能です。
細かな調整ができるため、穴や溝のような細かい部分の加工や、複数加工物の同時加工にも適用できます。
(例)
砥粒流動加工とは、研磨メディアを加工物の内部に押し流す加工方法のことです。研磨メディアは粘弾性媒体(ガムやオイルのようにネバネバした媒体)と研磨剤を混ぜて作られています。
砥粒流動加工は主に穴のバリ取りに用いられます。複雑な形状の加工物や高硬度材料のバリ取りもできるのが特徴です。
(例)
サーマルデバリングとは、燃焼によってバリを除去する加工方法のことです。布や繊維で行われる毛羽焼きをイメージするといいでしょう。
具体的には、メタンや水素などの可燃性ガスと酸素を混合した気体を、加工物が入れられた密閉容器内で加圧します。加圧後にスパークプラグで点火すると、エンジン内部のような瞬間的な燃焼が発生。バリは酸化物となって加工物から脱落します。瞬間的な加熱であるため、薄く尖ったバリ部分のみ燃焼し、加工物本体は燃焼しません。
サーマルデバリングのメリットは、工具が届かないような深い位置にあるバリを除去できる点です。
ただし大きな機械や必要であったり、厳重な安全管理が求められたりする点から、近年は採用される機会が減りつつあります。
(例)
電解加工と化学的除去は、どちらもバリを溶かして除去する加工方法です。
機械的な加工でないため、2次バリの発生がありません。加えて常温で加工できるので、熱などによるひずみが発生しないのが特徴です。
電解加工は、バリ発生部以外を絶縁被膜でマスキングし、バリのみを溶かします。処理時間が短く、量産ラインに最適です。
化学的除去では、マスキングをせず、加工物の表面全てをわずかに溶解させます。
バリは組織が不均一で他の部位に比べて溶解しやすいため、マスキングなしでバリのみを除去できます。マイクロバリの除去に適しており、加工物全体の表面を滑らかにできる点がメリットです。
(例)
従来までは手動で行うことが多かったバリ取りですが、近年はロボット(ロボットアーム)を使ったバリ取りの自動化も進められています。
具体的には、研磨工具や回転ブラシをロボットアームに取り付けて使用したり、ロボットが保持したワークを搬送時に回転ブラシなどに押し付けたりする方法です。
ロボットを使った自動化は、汎用ロボットへのティーチングで実施するため、大型の設備が必要ありません。ロボットを用いることで、少ないコストで自動化できる点がメリットです。ただし複雑な部位のバリ取り(交差穴に生じた裏バリなど)や、精密なバリ取りには向いていません。
マシニングセンタや複合旋盤を用いることでも、バリ取りの自動化は行うことがきでます。専用の機械を必要とせず、切削などと同じ加工機を用いるため、精密なバリ取りを行えるのがメリットです。自動化の方法としては、ツールやカッターなどの刃物で行う方法と、ブラシで行う方法の2つがあります。
刃物での自動バリ取りには、以下のような道具が使用されます
・面取りツール・カッター
・バネの力などで刃(砥石)を出し入れするツール
・XEBEC裏バリカッター&パス
面取りツールやカッターは、加工物の表面などの比較的アクセスしやすい場所に発生したバリに対して使います。
面取り加工時、エッジに生じたバリを除去します。面取り加工を兼ねてバリを取れるため、バリ取りのためだけのツールや作業を必要としないのがメリットです。ただし面取り量を極力少なくしても、ピン角は得られません。
また通常、面取りによる2次バリが発生する可能性もあるのがデメリットといわれています。
そこで、弊社では2次バリが発生しない「XEBECバリレス面取りカッター」を開発しましたので、気になる方はご確認ください。
バネの力などで刃(砥石)を出し入れするツールは、貫通穴に発生したバリに対して使います。
刃や砥石の展開には、バネの力やツールが回転する際の遠心力、ツールの中に送り込むクーラントを利用します。バネの力を利用するツールは、バックルのツメをイメージするといいでしょう。ツメの部分が刃になっており、回転しながら最初に表面側のバリを除去します。続いてツールを穴の中に押し込むと、刃が軸の中に引っ込んで穴の中を通過。穴の反対側に到達すると、バネの力により刃が再び出てきて、裏側のバリを除去します。
バネの力などで刃(砥石)を出し入れするツールは、比較的簡単な制御でバリ取りできるのがメリットです。ただし多くのツールは平板に開けられた穴のバリ取りしかできず、円筒に開けられた穴や斜め穴には対応できません。加えて刃の可動域に限りがあるため、穴のサイズに対して決められたツールを使う必要があります。バリ取りをする穴が複数ある場合は、作業毎にそれぞれの穴に合ったツールを選定しなければいけません。
3軸同時制御が可能な加工機を用いる場合、カッターとその動きを制御するパスを組み合わせることで、より高度なバリ取りができます。 弊社ではバリ取り専用カッターとオーダーメイドのパスプログラムをセットで提供。XEBECの裏バリカッター・パスを用いると、以下のようなメリットがあります。
・斜め穴や偏心穴、オフセット穴に発生した裏バリの除去が可能
・1本のカッターで様々な径や形状のバリ取りができるため、工具の削減やサイクルタイムの短縮が可能
・最適化されたパスによりカッターのアプローチ角度を制御するため、高品質で均一な加工幅を得られる
・加工部位周辺の寸法を伝えるだけでパスを発注できるため、手作業でパスを製作・入力する必要がない
注意点は、バリ取りを行う部位にも精度が求められる点です。穴の位置精度や同軸度、面の高さに対する精度などがないと、高品質なバリ取りができません。鋳物表面などのバリ取りには向かない点に留意しましょう。
ブラシは刃物系ツールとは異なり、弾性があるのが特徴です。弾性があると、2次バリが発生しにくいのがメリット。複雑な形状の加工物でも、高度な制御を要しません。
ブラシを用いてバリ取りを自動化する場合、バリの発生場所に応じたブラシ形状を選ぶ必要があります。またブラシの素材もナイロンやワイヤー、セラミックなどさまざまです。バリの大きさや加工物の素材、ブラシの寿命なども加味して、素材を選びます。
ブラシには以下のような種類があります。
・内径ブラシ・交差穴用ブラシ
・表面用ブラシ
・ホイールタイプブラシ
交差穴の内径に発生したバリを取る際には、軸穴(1次穴)から内径ブラシ・交差穴用ブラシを挿入します。内径ブラシ・交差穴用ブラシには、内径よりも少し径の大きいブラシを穴の中に押し込むタイプと、ツールの回転による遠心力でブラシを広げるタイプの2種類があります。どちらも変形を利用しているので、1つのブラシである程度の範囲の穴径に対応可能です。
穴に押し込むタイプのブラシは、ワイヤー(ステンレス)製が用いられます。メリットはブラシが安価である点です。ただし止まり穴付近のバリ取りはできません。
遠心力で広がるタイプのブラシは、ワイヤー(ステンレス)製とセラミック製があります。セラミックブラシはワイヤーブラシに比べて高価ですが、耐久性に優れます。ただしセラミックブラシを用いる場合、ワイヤーブラシよりも高速回転を要する点に留意しましょう。
内径ブラシ・交差穴用ブラシに似た工具として、ブラシの先に丸い砥石をつけたものもあります。円筒形になったブドウの房をイメージするといいでしょう。通常のブラシと比べ、硬いバリでも取れるのが特徴です。加えてブラシには弾性があるため、凹凸にも対応します。ただし穴径に合ったブラシを選ぶ必要があります。
表面用のブラシはフェイスミルやエンドミルを使った加工後、および穴あけ加工後の表面バリを除去する際に使用します。どの素材のブラシでも、形状はほとんど一緒です。床を磨くポリッシャーマシンのような動きで表面のバリを除去します。
樹脂や金属のブラシは、安価な点がメリットです。ただし耐久性が低く、使用していくうちにブラシ先端が広がっていきます。ブラシの変形はバリ取り不良につながるため、定期的なブラシ交換が必須です。
セラミックブラシは樹脂や金属のブラシよりも高価ですが、耐久性には優れます。研削力も高く、幅広い素材のバリ取りが可能です。またバリ取りに限らず、加工後のツールマーク除去や研磨にも利用できます。
ホイールタイプのバリ取りブラシは、回転軸に対して平行な面のバリ取りに使用します。具体的には大きな円筒の内径や、側面(立ち壁)、雄ねじのバリ取りなどです。表面用のブラシには、樹脂や金属、セラミック繊維などの素材が用いられます。
バリ取りの自動化には、以下のようなメリットがあります。
・加工時間の短縮
・品質安定
・人材の有効活用
従来までのバリ取りは、手作業が主流でした。たとえ熟練工であろうと、手作業でこなせる作業量には限界があります。
そこでバリ取りの自動化を実施すれば、切削などの加工と同じ工程でバリ取りを行えます。多少はサイクルタイムが伸びるかもしれませんが、その後のバリ取り工程に人が介入しないため、全体の加工時間を短縮可能です。
手作業でバリ取りを行うと、作業者の技術で品質にバラつきが生じます。しかし自動でのバリ取りならば、品質にバラつきは生じません。
実際にバリ取りの自動化で品質安定を実現した事例は多々あります。ある現場では以前まで、手作業でバリ取りした加工物を、顕微鏡で全数検査していました。そこでブラシによる自動バリ取りを導入。不良率が大幅に低減しました。加えて品質を担保しつつ、全数検査を抜き取り検査へと切り替え、工数低減も実現しています。
手作業で行っていた作業を自動化したり、オペレーションなどの作業時間を短縮したりすると、従来割いていた人材を別の場所で有効活用できます。特に人材が不足している生産現場においては、バリ取りの自動化が大きなコストカットをもたらします。
「バリ取りのコスト」については以下の記事でも解説しているので、参考にしてください。
バリ取りは一見地味な作業にも思えますが、金属や樹脂の加工時には非常に重要な工程です。バリ取りを怠るとさまざまなトラブルにもつながるため、高い精度も求められます。
バリ取り作業の工夫は、生産現場が抱えるさまざまな課題解決にもつながります。たとえばバリ取りの自動化による人材削減や、熟練技能の再現などです。設計や工程の段階からバリ取りを見直してみることで、生産現場に多くのメリットが生まれる可能性があります。
