株式会社ジーベックテクノロジーです。
弊社は、砥粒ではなく独自のセラミックファイバーを研磨材に使用したバリ取り・研磨用のブラシ「XEBECブラシ」を提供しているメーカーです。
ここでは「座グリ加工とは?」という基本的な内容から、その方法まで詳しく解説します。
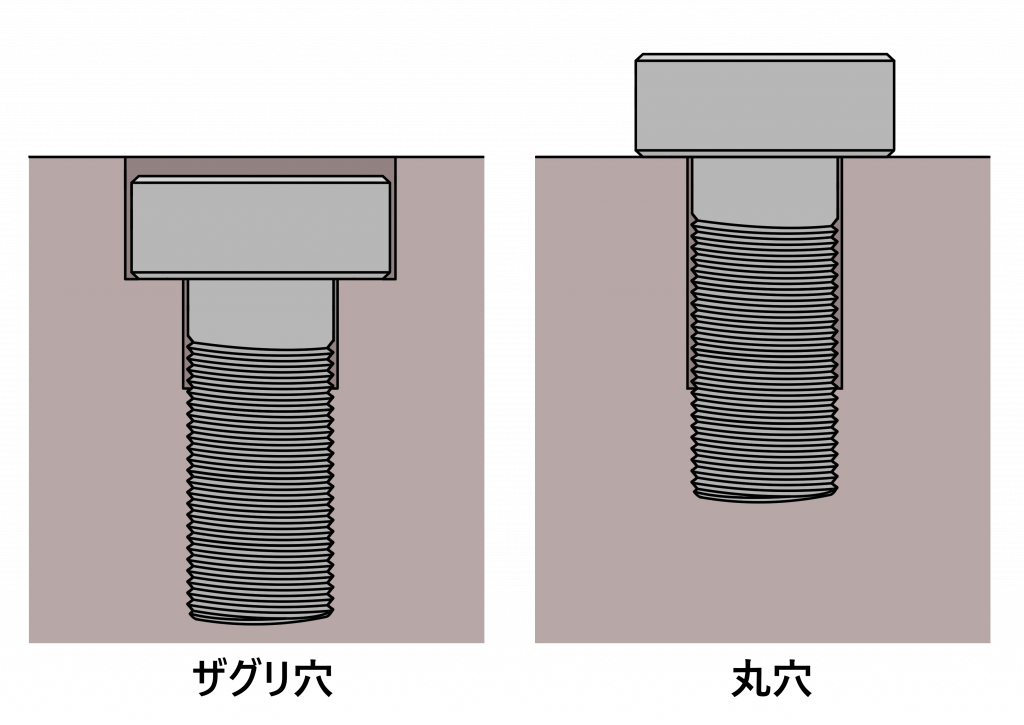
座グリ加工とは、ねじやボルトの頭、または座金が製品の表面から飛び出ないよう、段を設けるような形で穴を掘る加工のことです。
加工後は、穴の周囲が一段下がったような形状となります。
目的や穴の形状によって「深座グリ」や「皿穴加工(皿座グリ)」などと呼ばれることもあります。
座グリ加工には、主に以下の種類があります。
①座グリ
②深座グリ
③皿穴加工(皿座グリ)
それぞれ詳しく解説していきます。
座グリは、座金部分だけを隠すように浅い穴を掘る加工を指します。
深さは1mm前後が一般的ですが、あくまで座金の設置面を平滑化することが主な目的なので、図面上で深さは指定しません。
なお、後述する「深座グリ」や「皿穴加工(皿座グリ)」を総括して「座グリ」と呼ぶ場合もあります。
「座グリ」という言葉を現場で使う際は、「深さを指定せず、座金部分だけを隠す」という意味なのか、それとも他の加工方法も総括した意味なのか、混同しないよう注意しましょう。
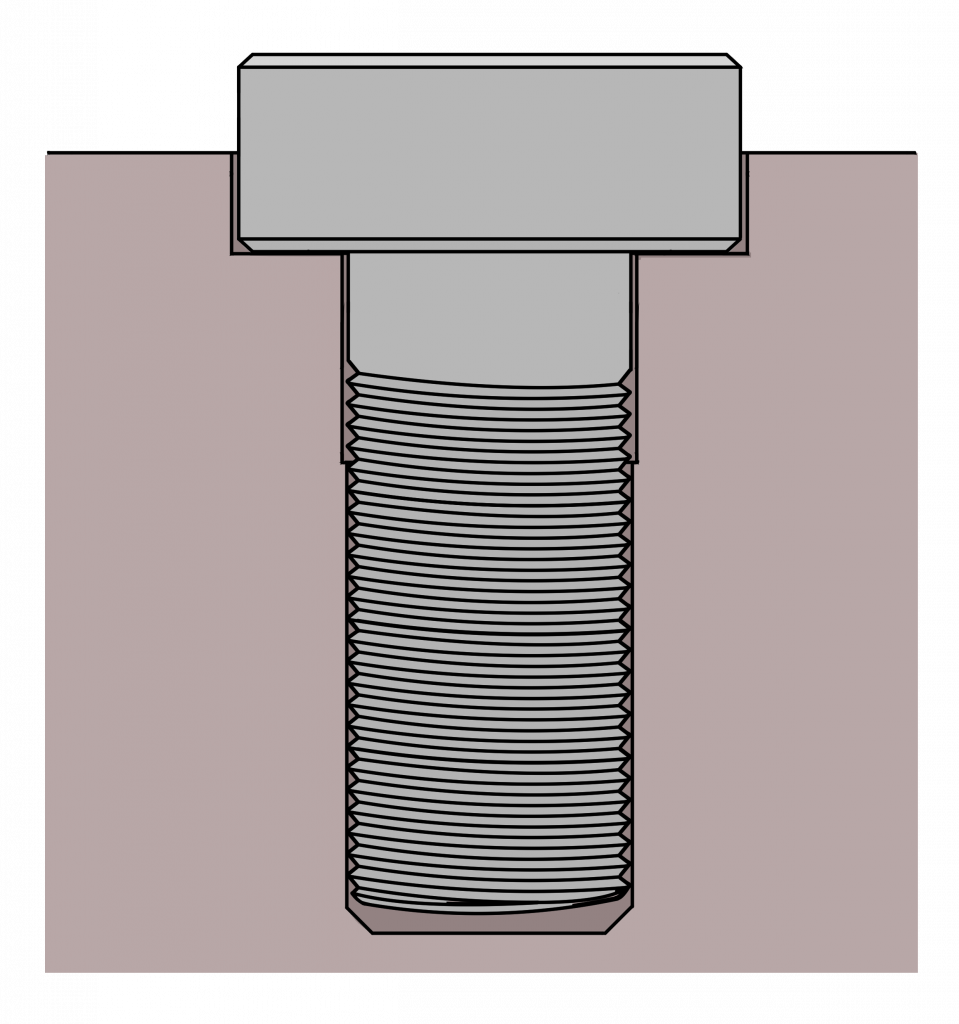
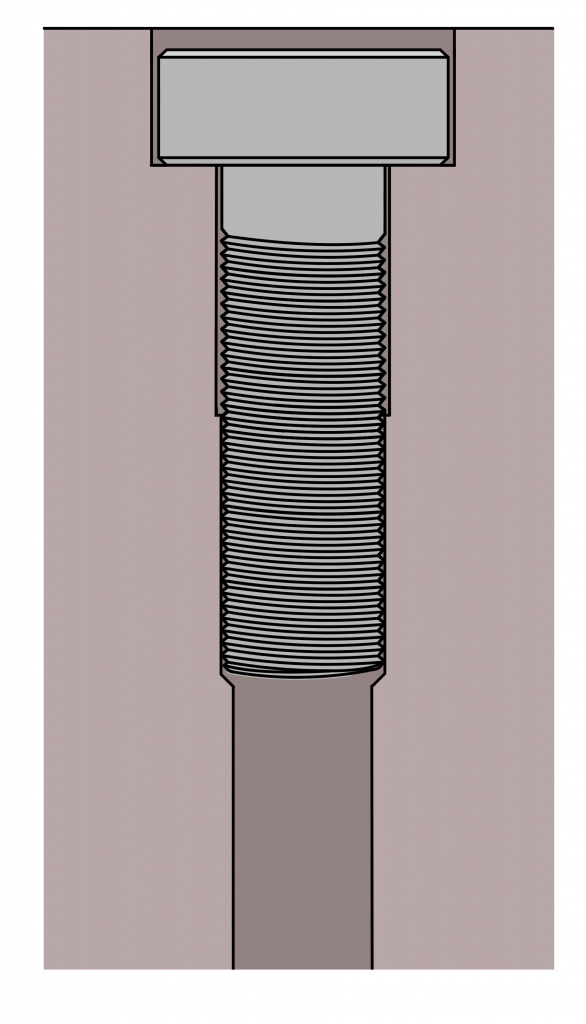
深座グリは、ボルトの頭部分を隠すように深い穴を掘る加工を指します。
前述の「座グリ」とは異なり、図面上では深さまで指定します。
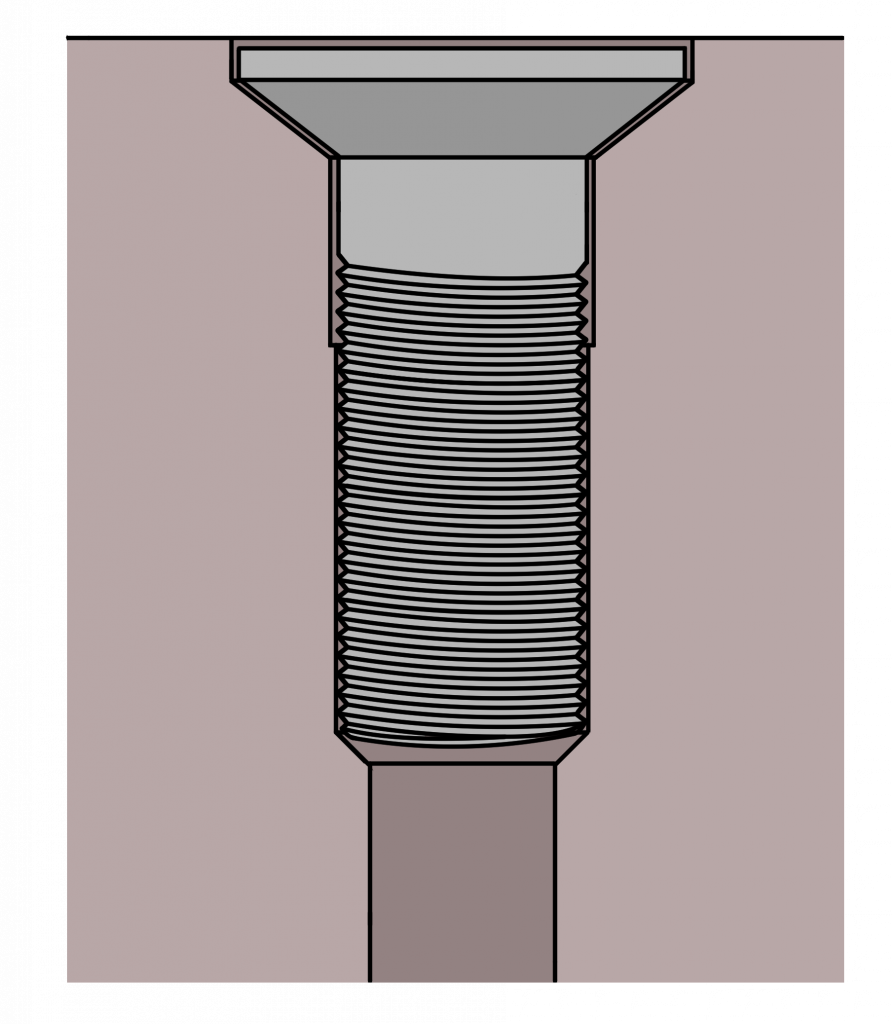
皿穴加工とは、皿ねじの頭が飛び出さないよう円錐形状の穴を掘ることです。「皿座グリ」と呼ぶこともあります。
皿ネジの頭は製品表面から飛び出していてはならないため、皿ねじを使う場合は必須の加工と言えます。
座グリ加工には、以下のような目的があります。
それぞれ詳しく解説していきます。
特に鋳物などの素材は、そのままだと表面に凹凸があります。
ボルトやねじの締結力は素材との設置面積と比例するため、凹凸がある表面で締結しても、緩みやすくなってしまいます。
そこで、座グリ加工によって素材の表面を均一化することで、締結力を向上させます。
特に素材表面が加工されていない場合においてボルトやねじを使うなら、座グリ加工は必須と言えるでしょう。
製品を設計していくうえで、ボルトの頭部分が邪魔になるケースがあります。
そこで、深座グリ加工によってボルトの頭部分を隠すことで、ボルトの頭部分の寸法を無視した設計が可能となります。
また、ボルトの締め付け作業においては、周囲のボルトの頭が邪魔をして工具を回せなくなるケースが少なくありません。
このような工具との干渉も、深座グリ加工によって防げます。
ボルトやねじの頭が製品から飛び出ていると、作業者やユーザーが意図せぬ怪我をする恐れがあります。
座グリ加工でボルトやねじの頭を隠すことで、意図せぬ怪我を防ぐ効果もあります。
製品によっては、ボルトやねじが見えてしまうことが「美しくない」とされる場合があります。
ボルトやねじを見せたくないときも、座グリ加工が有効です。
座グリ加工をしたうえでキャップなどを被せれば、ボルトやねじが見えない仕上がりとなります。
座グリ加工の方法を、「座グリ・深座グリ」と「皿座グリ(皿穴加工)」に分けて解説します。
座グリ・深座グリは、ボルト用の穴に対し、エンドミルで加工を行っていきます。
「座グリドリル」と呼ばれる段付きのドリルを用い、ボルト用の穴と座グリを同時に加工することも可能です。
皿座グリは、ネジ用の穴に対し、面取りカッターを用いて加工を行っていきます。
なお面取りを実施すると、同時にバリが発生する場合があります。
作業者やユーザーが触れる部分を加工する場合は、バリの除去方法も考慮せねばなりません。
株式会社ジーベックテクノロジーでは、バリの出ない面取り加工を実現する「XEBECバリレス面取りカッター」を取り扱っているため、こちらも合わせてチェックしてみてください。
座グリを実施してボルトの頭部分を隠すと、締結に用いる工具が入らなくなってしまう可能性があります。
モンキーレンチなどの横から回すような工具は使用できないため、ソケットレンチなど座グリ部分へと入れられる工具を用意する必要があります。
特に締める・緩めるを頻繁に行う部位の場合、工具が限定されることで作業効率が落ちる可能性があるため注意しましょう。
座グリ加工とは、ねじやボルトの頭、または座金が製品の表面から飛び出ないよう、段を設けるような形で穴を掘る加工のことです。
ボルトやねじの締結力向上、他部品や工具との干渉防止などの目的があります。
このウェブサイトのコンテンツは、当社の価値観や活動を反映しております。
無断での転載や使用は一切禁止します。
転載を希望する場合は、事前の連絡と許諾の取得をお願いします。
