
株式会社ジーベックテクノロジーです。
弊社は、砥粒ではなく独自のセラミックファイバーを研磨材に使用したバリ取り・研磨用のブラシ「XEBECブラシ」を提供しているメーカーです。
ここでは「ポケット加工とは?」という基本的な内容から、その方法まで詳しく解説します。
ポケット加工とは、工作物に丸や四角などの凹み部分を作る加工のことです。
その名の通りポケットのような部分を作る加工であり、閉じた線で囲まれた部分を削り出していきます。
ポケット加工は、エンドミルを横方向に動かして切削を行なっていきます。
以下のように「少しずつ掘り下げていく方法」と、「最初から必要な深さまで下穴加工をして一気に繰り広げていく方法」の2通りがあります。

工具の寿命を考えると、「少しずつ掘り下げていく方法」の方が適しています。
対して「最初から必要な深さまで下穴加工をして一気に繰り広げていく方法」は、刃先への負担が大きいものの、深いポケットでも短時間で加工できるのがメリットです。
ポケット加工には、主に以下の工作機が用いられます。
①マシニングセンタ
②フライス盤
それぞれ詳しく解説していきます。
マシニングセンタは、工具の自動交換機能・自動制御機能を有したフライス盤です。
事前に工具の軌道をプログラミングしておき、ポケット加工を行います。マシニングセンタであれば、複雑な形状のポケットでも事前のプログラム設定により実現が可能です。
丸や四角など、シンプルな形状であれば通常のフライス盤でもポケット加工ができます。
ただし、人の手で操作するため加工には時間がかかり、複雑な形状には対応できません。
ポケット加工は一般的に「複雑な加工」に分類され、加工に時間がかかります。
そこで以下を実施すると、ポケット加工の効率を上げられます。
①コーナー部分のRを大きくする
②「ヌスミ」を設ける
それぞれ詳しく解説していきます。
コーナー部分のRを小さい寸法に指定していると、径が小さいエンドミルを使って調整することになります。
径が大きいエンドミルでポケットを広げる→径が小さいエンドミルに交換してコーナーを仕上げるという過程を踏むため、効率が良いとは言えません。
特定の部品をはめ合わせたいなどの目的がない限りは、コーナー部分のRを大きい寸法で指定し、同一径のエンドミルで加工する方が効率的です。
ポケット加工のコーナー部分のRは、エンドミルの径に依存します。
特定の部品をはめ合わせたいなどの理由でR寸法を調整する場合は、径が小さいエンドミルに交換して仕上げる必要があります。
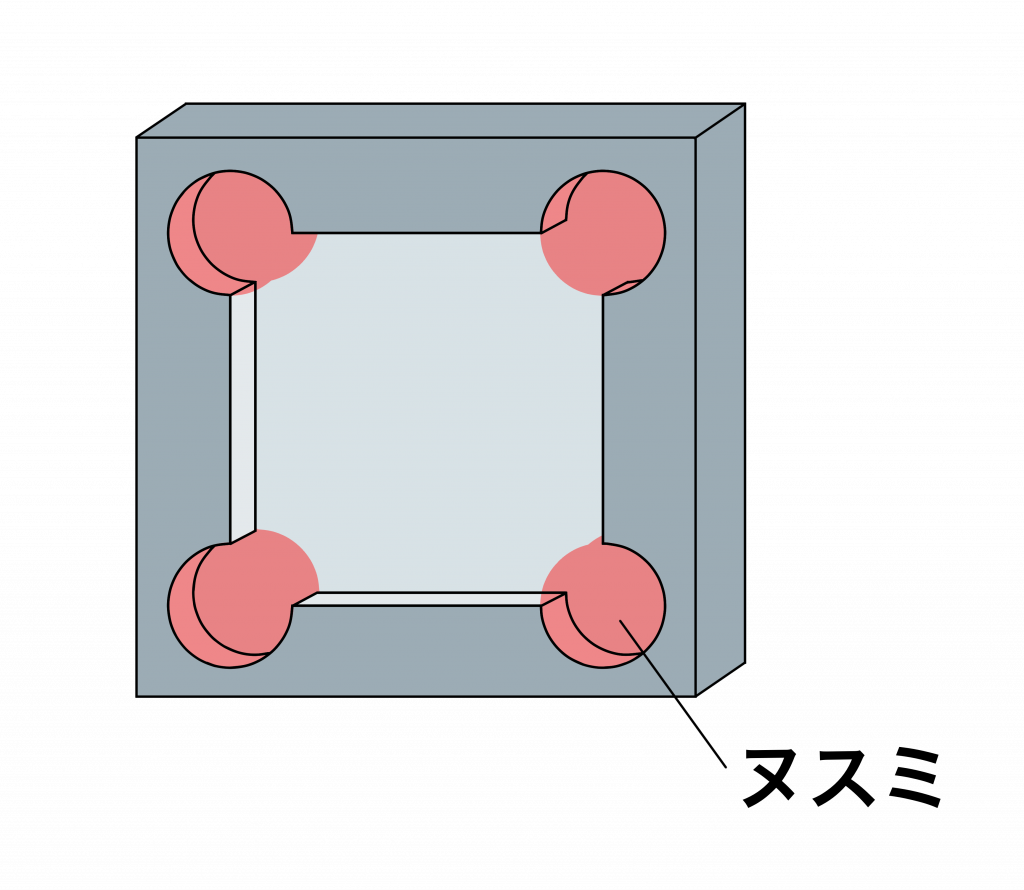
この工具交換の工程を省くための工夫の一つが、「ヌスミ」の追加です。
ヌスミとは、ポケットの角に設ける穴のことです。
角に穴を設けることで、R寸法を無視して加工ができます。
直角形状の部品をポケット部分にはめ合わせたい場合でも、このヌスミによって追加加工が不要となります。
ポケット加工とは、工作物に丸や四角などの凹み部分を作る加工のことです。
エンドミルを横方向に動かして切削を行なっていきます。
ポケット加工は一般的に複雑な加工に分類されるため、加工には時間がかかります。
コーナー部分のRを大きくする、ヌスミを設けるなど、加工時間を短縮するための工夫も大切です。
ポケット加工後のバリ取りに関して悩むことがあれば、ぜひ弊社までご相談ください。
このウェブサイトのコンテンツは、当社の価値観や活動を反映しております。
無断での転載や使用は一切禁止します。
転載を希望する場合は、事前の連絡と許諾の取得をお願いします。
