株式会社ジーベックテクノロジーです。弊社は、砥粒ではなく独自のセラミックファイバーを研磨材に使用したバリ取り・研磨用のブラシ「XEBECブラシ」を提供しているメーカーです。
ここでは「バフ研磨とは?」という基本的な内容から、バフ研磨の目的や種類まで詳しく解説していきます。
目次
・1.バフ研磨とは?
・2.バフ研磨の目的
・3.バフ研磨と他の研磨方法の違い
・4.バフ研磨の種類
・5.バフ研磨に用いる機械
・6.バフ研磨を行うメリット
・7.バフ研磨を行うデメリット
・8.バフ研磨ができる素材
・9.バフ研磨のコツ
・10.まとめ
バフ研磨とは、「バフ」と呼ばれるホイール状の研磨道具を用い、金属表面を研磨する加工のことです。
「バフ(buff)」には「磨いて輝かせる」という意味があり、その意味の通りバフ研磨を実施した金属表面には鏡のような光沢が出ます。
バフに用いられる素材は綿やウールなどです。
研磨剤を塗布したバフを高速回転させ、それを金属表面に押し当てることで研磨を行います。
バフ研磨の目的は、金属表面の凹凸をなくし、綺麗にすることです。
旋盤などの機械で加工した金属の表面には、細かな凹凸が残ります。
凹凸がある状態では見た目が悪いだけでなく、求める加工精度も出せません。
また、旋盤などの機械で加工した金属の表面には機械油や切粉なども残ります。
当然そのままでは、製品として出荷できません。
バフ研磨で金属表面を研磨することで、凹凸や汚れなどが除去され、製品として出荷できるようになるのです。
バフ研磨と他の研磨方法の違いは、硬い砥石を用いない点です。
硬い砥石を使った研磨は研磨量が大きいものの、綺麗な仕上がりを目指すにあたっては限界があります。
しかし、バフ研磨は弾性のある素材で磨き上げるため、表面を綺麗に仕上げられるのが特徴です。
一口にバフ研磨と言っても、用いるバフや研磨剤の種類によって仕上がりが変わってきます。
バフの番手とは、バフの目の荒さを表す数字のことです。
目の荒さが細かいほど、綺麗な仕上がりとなります。
番手は「#〇〇」や「〇〇番」などで表記され、数字が大きいほど目の荒さが細かいことを意味します。
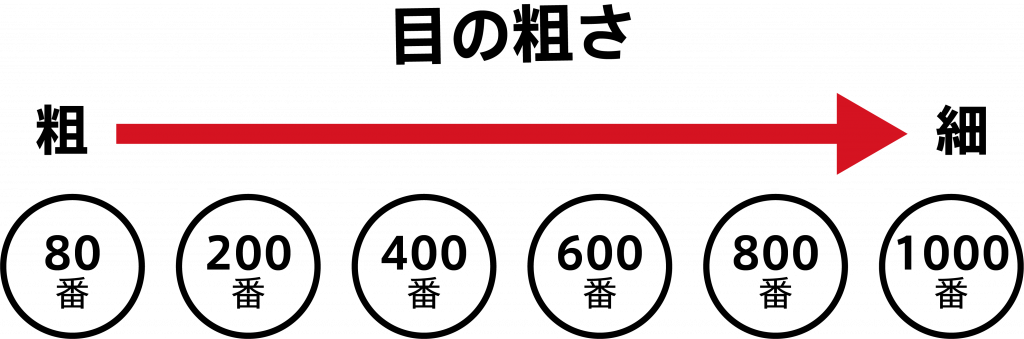
一般的にバフ仕上げは、400番以上に相当します。
最初は荒い目で研磨を始め、最終的には800番以上の細かい目で仕上げていきます。
バフは番手だけでなく、素材によってもその特徴が変わってきます。
バフに用いられる代表的な素材は以下の通りです。
| 綿バフ | 主に荒研磨に用いられる |
| 麻バフ | 主に中研磨や仕上げ研磨に用いられる |
| ウールバフ | 主にツヤ出しや仕上げ研磨に用いる キズを小さくするための「コンパウンド」にも用いられる |
| スポンジバフ | ウールバフよりも研磨力が弱く、塗装した箇所の仕上げなどに用いられる |
それぞれの特性を理解した上で、適切な素材を選定する必要があります。
バフ研磨に用いる研磨剤は「固形研磨剤」と「液体研磨剤」に大別されます。
固形研磨剤は、砥粒を含んだ粘土のような研磨剤です。
白棒・赤棒・青棒などと呼ばれ、求める仕上がりに応じて使い分けます。
| 白棒 | 中研磨〜仕上げ研磨 |
| 赤棒 | 粗研磨 |
| 青棒 | 鏡面仕上げ |
液状研磨剤は、粘度の高いペースト状の液体です。
研磨力が弱いため凹凸の除去や傷消しには向きませんが、ツヤ出しや汚れ落としには適しています。
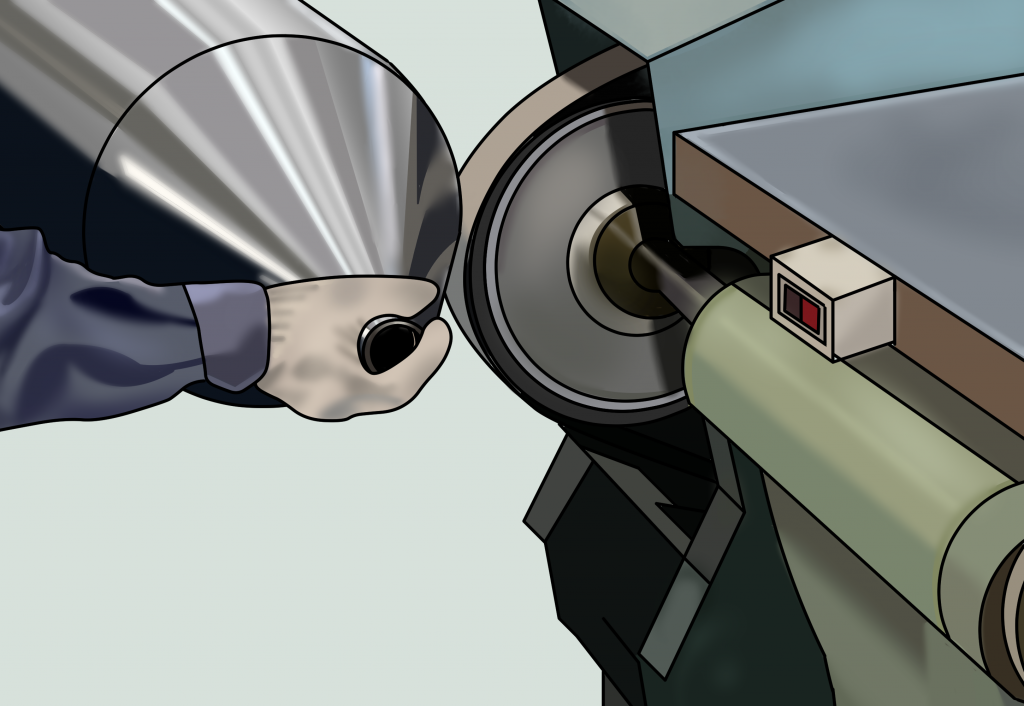
バフ研磨には「バフ機械」と呼ばれる機械を用います。
バフ機械には、軸とモーターが設けられています。
軸上にバフを取り付け、それをモーターで高速回転させる仕組みです。
軸の太さやモーターの回転数はバフ機械によって異なるため、目的や加工したい素材に応じて選定する必要があります。
バフ研磨には以下のようなメリットがあります。
・①バリや傷を除去できる
・②製品の精度が向上する
・③仕上がりが美しくなる
・④ヤスリやサンドペーパーよりも作業時間が早い
それぞれ解説していきます。
バフ研磨を実施すると、加工時に生じるバリや傷はほとんどなくなります。
バリや傷がある状態では当然製品として出荷できませんが、バフ研磨を実施することで製品として出荷できるようになります。
金属加工はあらかじめ目標とする寸法を目指して実施しますが、旋盤などによる加工は加工面に凹凸が生じるため、目標ぴったりの寸法に調整するのが難しい側面があります。しかしバフ研磨を実施すれば加工面の凹凸がなくなるため、目標とする寸法へとより近づけることができます。
バフ研磨を実施した金属表面は、まるで鏡のような光沢を放ちます。
金属表面の凹凸がなくなり、光の乱反射が抑えられるためです。
仕上がりが美しくなることも、バフ研磨を実施するメリットです。
ヤスリやサンドペーパーでも金属表面の凹凸は減らせますが、人の手で研磨を実施するためどうしても時間がかかります。
一方、バフ研磨は機械でバフを高速回転させるため、ヤスリやサンドペーパーよりも短時間で研磨を済ませられます。
バフ研磨には以下のようなデメリットもあります。
①量産に向かない
②隙間に研磨剤が付着する
③仕上がりにバラつきが生じる
それぞれ解説していきます。
バフ研磨は手作業でバフを金属へと押し当てるため、加工したい素材が多い場合はどうしても工数が増えます。
自動化も難しく、量産には向かない加工方法と言えるでしょう。
バフ研磨に用いる研磨剤は、小さな傷の隙間へと入り込みます。
研磨後に洗浄は実施しますが完全に落とし切るのは難しく、衛生が求められる製品に対しては不向きです。
バフ研磨は手作業でバフを金属へと押し当てるため、作業者の熟練度や癖でどうしても仕上がりにバラつきが生じます。
見た目や寸法が大きく変わるわけではありませんが、均一な仕上がりが求められる製品に対しては不向きと言えるでしょう。
バフ研磨は、一般的に流通する金属であればほとんどに対して実施できます。具体的には、以下のような金属に対して実施することが多いです。
また金属以外にも、プラスチックなどの樹脂に対して実施する場合もあります。
バフ研磨で金属表面を綺麗に仕上げるには、以下のコツを踏まえておくことが大切です。
それぞれ解説していきます。
いきなり荒さが細かいバフや研磨剤を用いても、金属表面は一向に研磨されません。まずは荒さの大きいバフや研磨剤を用い、様子を見ながら徐々に荒さを細かくしていくことが大切です。
バフ研磨を行っていると、削れた金属や研磨剤のカスが発生します。このカスがバフと金属の間に挟まると、仕上がりのムラにつながります。そのため、削りカスを除去しつつバフ研磨を進めていくのが美しい仕上がりとするためのコツです。
バフを一箇所に留めると、その箇所だけが深く削れてしまいます。その結果、仕上がりのムラにつながる恐れがあります。ムラのない仕上がりを実現するためには、均一な速度で素材またはバフを動かすことが大切です。
バフ研磨後の仕上がりは、光の当たり加減や見る角度によって変わってきます。
ある角度から見て綺麗に仕上がっていても、別の角度から見たら傷が残っている場合もあるでしょう。
そのため、仕上がり確認はさまざまな角度や位置から行う必要があります。
バフ研磨は、金属の研磨方法の一種です。
金属表面の凹凸がなくなり、光沢のある美しい仕上がりになるのがメリットです。
また、バフ研磨は、加工後のバリ取りにも役立ちます。
研磨の自動化、バリ取り自動化について悩むことがあれば、ぜひ弊社までご相談ください。
このウェブサイトのコンテンツは、当社の価値観や活動を反映しております。
無断での転載や使用は一切禁止します。
転載を希望する場合は、事前の連絡と許諾の取得をお願いします。
