グローバルセールス&マーケティング部の土居です。
今回は当社の主力製品である「XEBECブラシ 表面用」の特殊な加工方法を紹介します。
その内容とはズバリ、Oリング溝研磨です!
近年需要が高まっている半導体装置部品でよく見られる加工内容です。
こちらの研磨工程は溝幅も狭く、手作業での対応が多く、作業経験の長い方が対応している場合が多いかと思います。
近年は作業熟練者の方の高齢化に伴い、技術伝承が課題となるケースが散見されます。
そこで今回は当社の「XEBECブラシ 表面用」を用いた特殊な加工方法を紹介し、研磨作業の自動化について触れていきます!
本題に入る前にご存じのない方に捕捉説明です。
実は金型研磨砥石の技術を応用する形で当社のXEBECブラシは作られています。
そのため、バリ取りだけではなく研磨性能も持ち合わせている優れものです。
下記写真はチタンにブラシを使用した写真ですが、面粗度が向上していることが分かると思います。
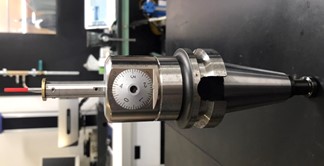
それでは本題に入りますが、今回登場する製品はボーリングヘッド(BIG DAISHOWA製)+XEBECブラシ エンド型 となります。
なぜ、ボーリングヘッド?と思われた方多いと思います。
その理由はOリング溝の溝幅と当社ラインナップのブラシ径に起因しています。
Oリングの溝幅は4mm、7mmと加工製品によってばらつきがある一方、当社のブラシは2.5mmや6mmのように決まった径の大きさしかありません。
例えば4mmの溝幅を研磨したいと考えた際、2.5mmのブラシを用いると1度の加工で溝幅全体を磨くことができず、加工軌跡を変える必要があります。
そこで、本来穴の仕上げ加工で使用するボーリングヘッドでブラシを偏心させます。
すると、ブラシ径が拡大され溝幅に合わせることができ、加工軌跡を単純化することができます。
それでは実際に加工していきたいと思います。
今回使用するワークはこちらです。

鉄材(S50C)の角材ワークの中央部4mm溝に対し、A11-EB025S(φ2.5ブラシ)を使用していきます。
※今回はテスト加工のため、直線の溝磨きとなります。
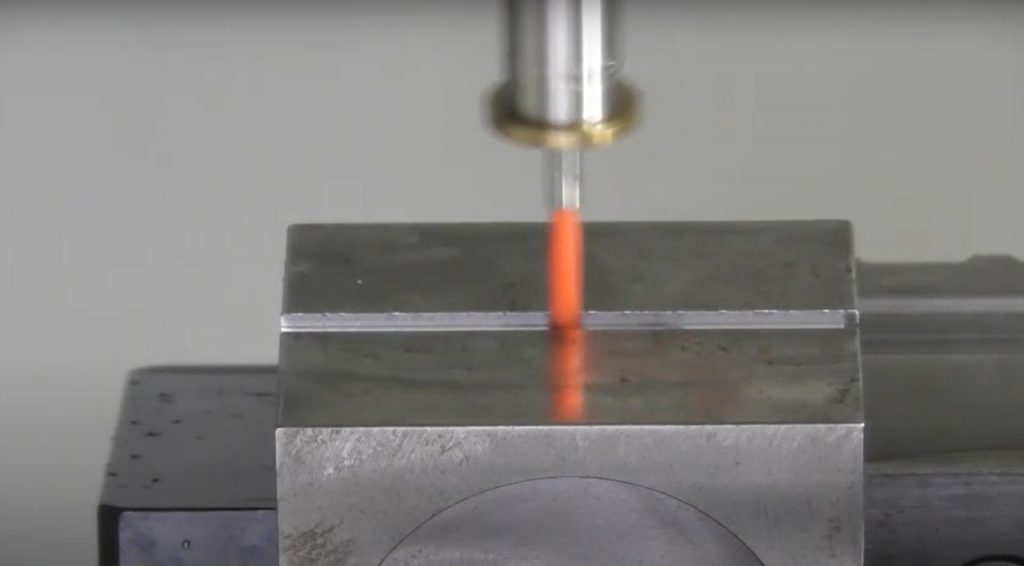
実際の加工をご覧ください。
動画では分かりづらいかもしれませんが、0.75mm偏心させることでφ2.5ブラシが4mm 幅を一度で磨いています。
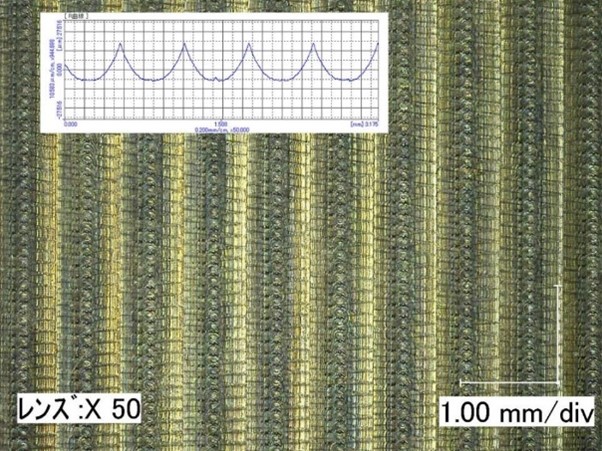
実際の加工目がこちらです。
ブラシを入れている溝中心部がきれいに磨けているのが分かると思います。

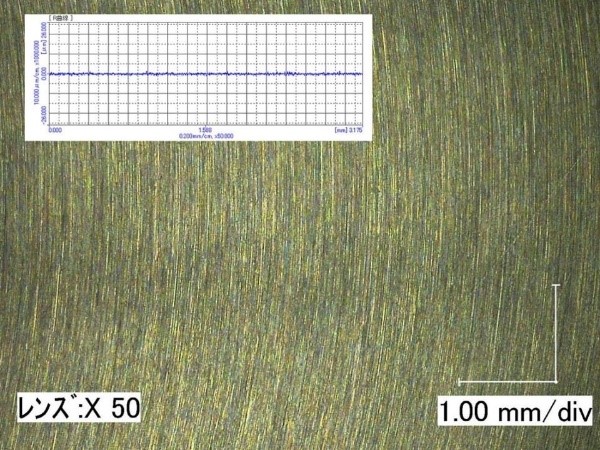
また、こちらはブラシを使用する前後の面粗度の比較です。
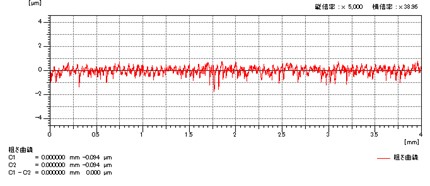
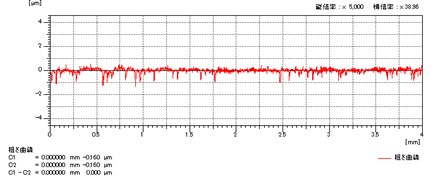
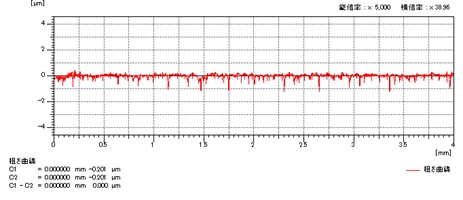
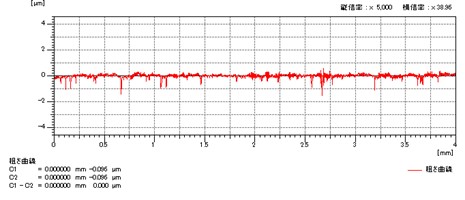
面粗さRa0.24だったワークがRa0.13(1パス目)、Ra0.10(2パス目)、Ra0.09(3パス目)とパスを増やす度に面粗度が上がっています。
通常の手作業による砥石磨きと同じでパス回数を増やせば増やすほど面を磨くことができます。
1パスだけで磨くことができると勘違いされる場合も多いので、ご注意ください。
ワークの加工幅に対し、どれほどの偏心量が必要か、目安の表はこちらの通りです。
| ブラシ径 | 偏心量 | 対応する溝幅 |
| φ2.5 | 0.75 | 4㎜ |
| φ2.5 | 1.25 | 5㎜ |
| φ6 | 1 | 8㎜ |
| φ6 | 2 | 10㎜ |
*
今回ご紹介した内容は当社のツールだけでは対応できません。
ブラシとφ3ブッシュは当社の製品を使用していますが、先ほどご紹介したボーリングヘッドで当社ツールを把持するために円筒形状のジグが必要となります。
※ジグの外寸(外径φ12、内径φ8、長さは100mm程度)


今回の記事を見ていただいた方でご興味のある方は是非お試しください!
ご不明点等ございましたら以下メールアドレスまでお問い合わせください。
本記事のツール紹介
BIG DAISHOWA様:EWNボーリングヘッド(丸バイトタイプ)
https://www.big-daishowa.co.jp/product_page/data_05_ck-boring.php
このウェブサイトのコンテンツは、当社の価値観や活動を反映しております。
無断での転載や使用は一切禁止します。
転載を希望する場合は、事前の連絡と許諾の取得をお願いします。
