
株式会社ジーベックテクノロジーです。
弊社は、砥粒ではなく独自のセラミックファイバーを研磨材に使用したバリ取り・研磨用のブラシ「XEBECブラシ」を提供しているメーカーです。
ここでは「切削バリとは?」という基本的な内容から、種類や対策まで詳しく解説していきます。
目次
・1.切削バリとは?
・2.切削バリの種類
・3.切削バリが引き起こすトラブル
・4.切削バリの除去方法
・5.切削バリを発生させないための対策
・6.まとめ
切削バリとは、工作物を切削(削り出し)した際に生じる意図しない突起のことです。
ここで言う突起とは、切削面に生じるトゲやギザギザを指します。
切削バリは工作物にさまざまな悪影響を及ぼすため、基本的にはない状態が理想であり、除去や生じさせないための対策が求められます。
切削バリは、以下の2種類に大別されます。
①ポアソンバリ
②ロールオーバーバリ
それぞれ詳しく解説して行きます。
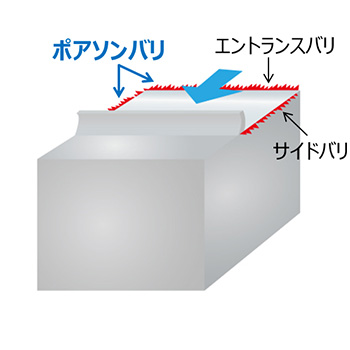
ポアソンバリとは、切削を開始した際および切削中に生じるバリのことです。
大きさとしては、ロールオーバーバリより小さい傾向にあります。
なお、ポアソンバリは発生タイミングおよび発生場所により、以下のように更に細かく分類されます。
| 発生タイミング | 発生場所 | |
| エントランスバリ | 切削を開始した際 | 工具が最初に食い込んだ地点 |
| サイドバリ | 切削中 | 工作物の側面 |
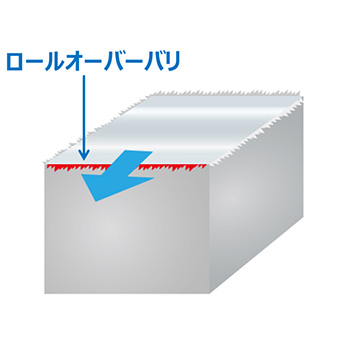
ロールオーバーバリとは、切削を終える際に生じるバリのことです。
切削時の切りくずの一部でもあり、切削方向へと押し出されるように生じます。
大きさとしては、ポアソンバリよりも大きくなります。
切削バリが残っていると、以下のようなトラブルにつながります。
①加工精度の低下
②組み付け精度の低下
③製品寿命の低下・故障の増加
④作業者や使用者のケガ
⑤脱落による周囲への影響
それぞれ詳しく解説していきます。
切削バリが残ったまま加工を続けると、加工精度が低下する恐れがあります。
バリが残ったまま測定を行っても、トゲやギザギザがある分、寸法に誤差が生じるからです。
また、治具にバリが噛み込み、加工精度を低下させることもあります。
切削バリを早い段階で除去しないと、精度の良い加工は行えません。
切削バリは工作物同士の組み付けを邪魔します。
切削バリが残ったまま組み付けを行うと、バリと隣接する部分が干渉するからです。
加工中はもちろん、組み付けを行う前にもバリが発生していないことを確認する必要があります。
切削バリを残したまま製品を完成させると、寿命の低下や故障の増加を招く恐れがあります。
切削バリは設計にあたって意図しない障害物であるからです。
例えば、摺動部(滑って動く部分)にバリが残っていれば、摺動のたび部品へと負荷がかかることになります。
電気製品であれば、バリが原因でショートを起こす可能性もあるでしょう。
製品の性能を正しく発揮させるためにも、バリはきちんと除去する必要があります。
バリは鋭利であるため、作業者や使用者が意図せず触れれば怪我をしてしまいます。
最悪の場合は工場内での労災、ケガをしたエンドユーザーからの訴訟問題に発展する可能性もあるでしょう。
安全性の観点からも、切削バリは残っていてはいけない存在です。
脱落したバリが周囲にある部品を傷つけるリスクや、切削油などの流路を塞ぐリスクもあります。
バリを除去するだけでなく、周囲に脱落させないよう気を配る必要があります。
切削バリの除去方法には、以下のようなものがあります。
①工具を使ったバリ取り方法
②専用機を使ったバリ取り方法
③工作機を使ったバリ取り方法
④ロボットを使ったバリ取り方法
バリ取りについては、以下の記事でも詳しく解説しているので参考にしてください。
研磨工具やブラシなどを用い、切削バリを除去します。
バリを確実に除去できる方法ではあるものの、作業者が手作業で行う分、工数が多くなる点がデメリットです。
バリ取りの専用機にはさまざまな種類がありますが、砥粒をバリへとぶつけて除去するものが主流です。
具体的には、バレル槽内で工作物と研磨メディアを一緒に回転・振動させる「バレル研磨」、砥粒を噴射してバリへとぶつける「ショットブラスト」などがあります。
これらのバリ取り方法は研磨の工程を兼ねるため、全体の工数を減らせるのがメリットです。
バリ取りカッターや面取りツールを工作機に取り付け、バリを除去する方法もあります。
既存の工作機を用いることができるため、新たな設備が必要ない点がメリットです。
また、あらかじめバリ取り用にプログラムを設定しておけば、バリ取りを自動化することもできます。
近年はロボットにバリ取り用の工具を取り付け、バリを除去する方法も登場しました。
新たにロボットを導入する必要があるものの、工作機を使うよりも省スペースになる点がメリットです。
切削バリを除去する方法は複数あるものの、あらかじめ発生しないよう対策しておくことも大切です。
切削バリを発生させないためには、次のような対策があります。
①バリが発生しにくい工具を選定する
②バリが発生しにくい素材を選定する
③バリが発生しにくい加工方法とする
それぞれ詳しく解説していきます。
切れ味の良い工具を使えば、切削時の摩擦が小さくなりバリは減ります。
ただし、切れ味の良い工具は刃先の摩耗が早い傾向にあります。
刃先が摩耗しているとかえってバリが増える原因となるため、強度の高い工具を選んで刃先を常に鋭利に保つ、早めに工具を交換するなどの対策も必要です。
塑性変形しにくい素材を選定すれば、バリは減ります。
バリは素材が塑性変形した際に生じるからです。
ただし、塑性変形しにくい素材は加工が難しい傾向にあります。
素材によるバリ対策は、あくまで限られた条件下のみで実施できる対策です。
加工方法の工夫で、バリを対策することもできます。
例えば、送り方向を調整し、意図した方向にバリを発生させます。
処理しやすい場所にバリを発生させれば、バリ取りの工数を減らせるでしょう。
また、急激な加工をなくすことでもバリは減らせます。
具体的には切削時の削り代を小さくするなどです。
バリを完全になくせるわけではありませんが、加工方法の工夫だけでもバリ取りにかかる工数は大幅に減らせます。
切削バリとは、工作物の切削の工程で生じるバリです。
加工精度の低下や組み付け精度の低下など、さまざまな悪影響を及ぼすため、対策は必須と言えるでしょう。
具体的には、工具・素材・加工方法を検討することで、バリの発生量や除去にかかる工数を減らせます。
バリ取りで悩むことがあれば、ぜひ弊社までご相談ください。
このウェブサイトのコンテンツは、当社の価値観や活動を反映しております。
無断での転載や使用は一切禁止します。
転載を希望する場合は、事前の連絡と許諾の取得をお願いします。
