本ツールは、工具の面取り合わせ径の位置と工作物の面取り中心位置を合わせて使うことにより、面取り時のバリを抑制します。
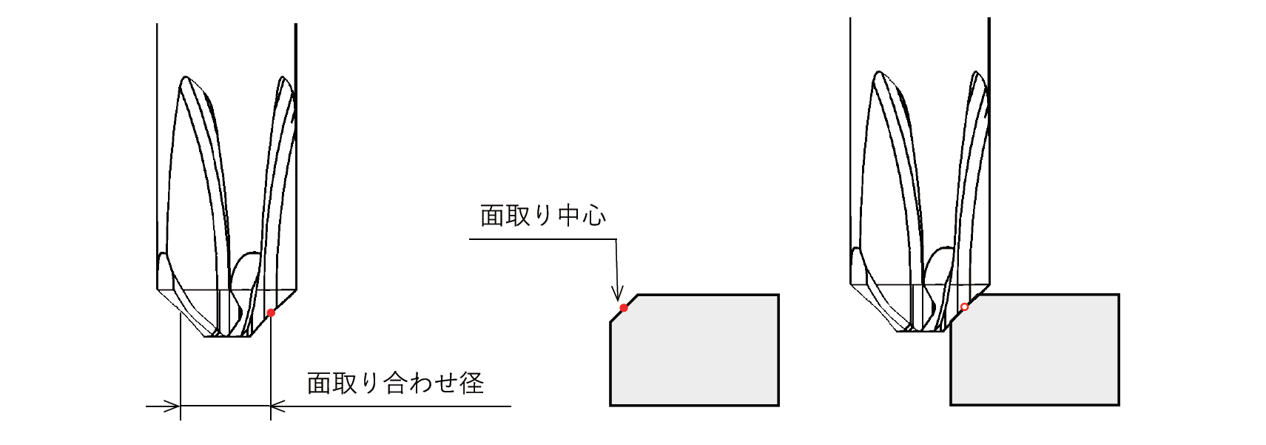
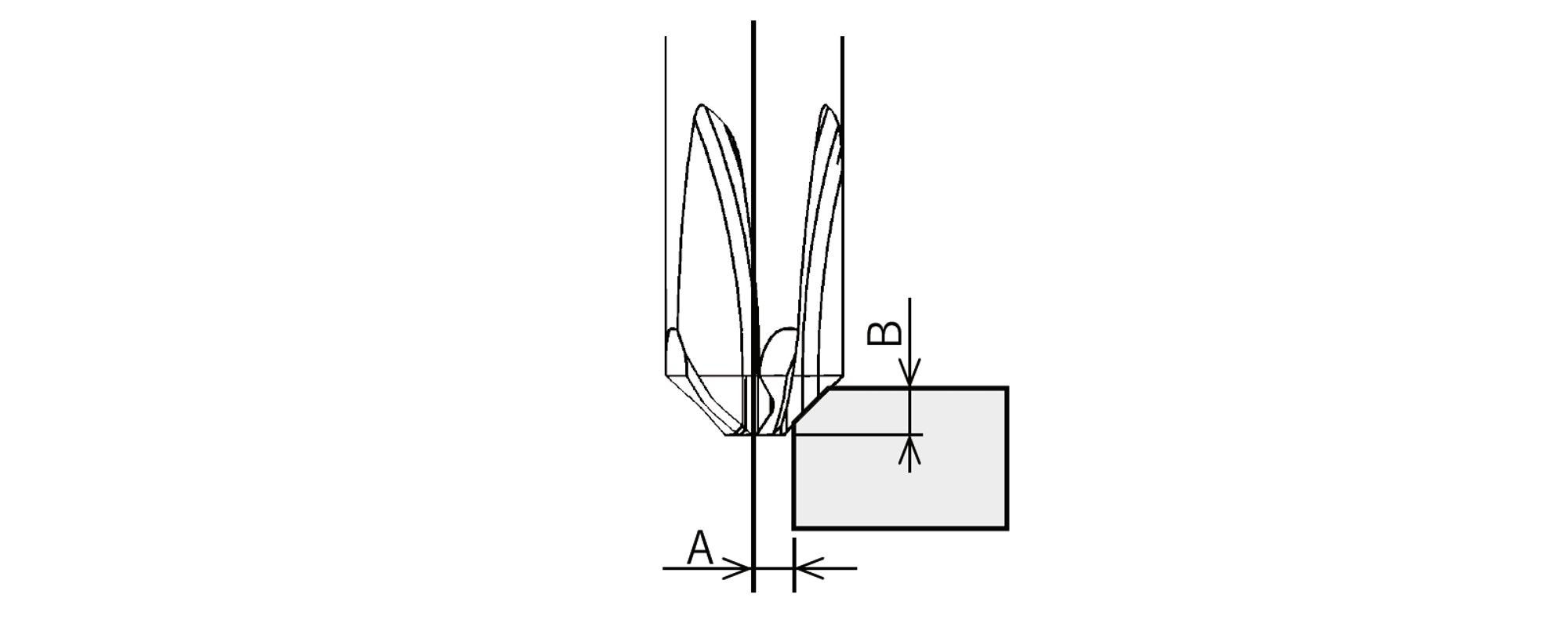
加工する面取りサイズに合ったシフト量A・Bで加工プログラムを作成してください。
これにより、工具の面取り合わせ位置と工作物の面取り中心位置を合わせることができます。
シフト量A・Bの計算式
・A=(Dc-C)/2
・B= (APMX+C) /2
※C=面取りサイズ
| 適用面取りサイズ | シフト量(mm) | |
| A | B | |
| C0.3 | 0.85 | 0.65 |
| C0.4 | 0.8 | 0.7 |
| C0.5 | 0.75 | 0.75 |
| C0.6 | 0.7 | 0.8 |
| C0.7 | 1.65 | 1.35 |
| C0.8 | 1.60 | 1.40 |
| C0.9 | 1.55 | 1.45 |
| C1.0 | 1.50 | 1.50 |
| C1.1 | 1.45 | 1.55 |
| C1.2 | 1.40 | 1.60 |
| C1.3 | 1.35 | 1.65 |
| C1.4 | 1.30 | 1.70 |
| C1.5 | 1.25 | 1.75 |
1.基準条件の回転速度と送り速度は、初めて加工を行う際の目安です。
2.加工状態の改善は、回転速度や送り速度、一回の切込み量などを調整して行ってください。
3.振動や異音がする場合は、回転速度や送り速度を下げる、または1回の切込み量を小さくするように調整してください。
4.樹脂でバリが発生した場合は送り量0.07(mm/t)のまま既存ツールの回転速度に合わせてください。
| 被削材 | 鋼 | SUS | 64チタン | インコネル | アルミニウム合金 | 樹脂 |
| 型式(コーティング) | XC-C-03-M(AlTiCrN) | XC-C-03-N(ノンコート) | ||||
| 切削速度(m/min) | 60~100 | 40~80 | 45~60 | 20~30 | 200~300 | 60~100 |
| 回転速度(min-1) | 12000 | 9000 | 8000 | 4000 | 40000 | 12000 |
| 送り速度(mm/min) | 1800 | 1350 | 1200 | 600 | 6000 | 1800 |
| 送り量(mm/t) | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| 被削材 | 鋼 | SUS | 64チタン | インコネル | アルミニウム合金 | 樹脂 | |
| 型式(コーティング) | XC-C-06-M(AlTiCrN) | XC-C-06-N(ノンコート) | |||||
| 切削速度(m/min) | 60~100 | 40~80 | 45~60 | 20~30 | 200~300 | 60~100 | |
| 基準条件 C1.0 |
回転速度 | 6300 | 4800 | 4000 | 2000 | 20000 | 6300 |
| 送り速度 | 1260 | 960 | 800 | 400 | 4000 | 1760 | |
| 送り量 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.07 | |




