こちらから
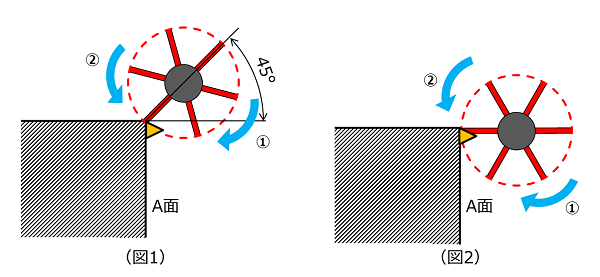
図1のように、A面側に出たバリに対して、エッジ角度の中心位置が理想です。
この時、回転方向は①→②の順に、正逆で加工してください。
図1のような加工が難しい場合は、図2でもバリを取ることができます。
回転方向は①→②の順に、正逆で加工してください。
まずは下記の初期加工条件でお試しください。
過剰な切込みはブラシの破損に関わるため、切込み量は必ずお守りください。
| 商品コード | 切削速度 (m/min) |
回転速度 (min-1) |
送り量 (mm/束) |
切込み量 (mm) |
送り速度 (mm/min) |
| W-A11-50 | 250 | 1600 | 0.5 | 0.2 | 4800 |
| W-A11-75 | 250 | 1000 | 0.5 | 0.2 | 3000 |
*線材の消耗により、毛丈が短くなると線材の剛性が高くなり、線材が折れやすくなります。
線材が折損する場合は、切込み量を下げてご使用ください。
*バリの状況によって、初期加工条件も異なります。工作物の品質を確認しながら調整してください。
大きなバリについては、下記のように、バリの頂点から複数パスで少しずつ研削する方法で使用してください。
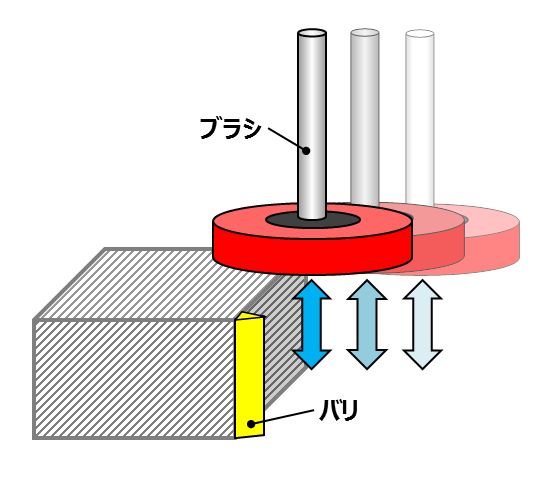
あらかじめ、最大のバリの高さ(工具寿命直前)を想定し、1Pass目を入れてください。
バリが大きい場合、一度に取りきろうとすると、ブラシの過剰摩耗、折損および、バリ残りが発生いたします。
乾式でも、湿式(油性、水溶性とも可)でも加工できますので、切削加工で使用するクーラントをそのまま使用することができます。
なお、湿式加工の方が綺麗に仕上がり、ツール寿命が改善する傾向があります。
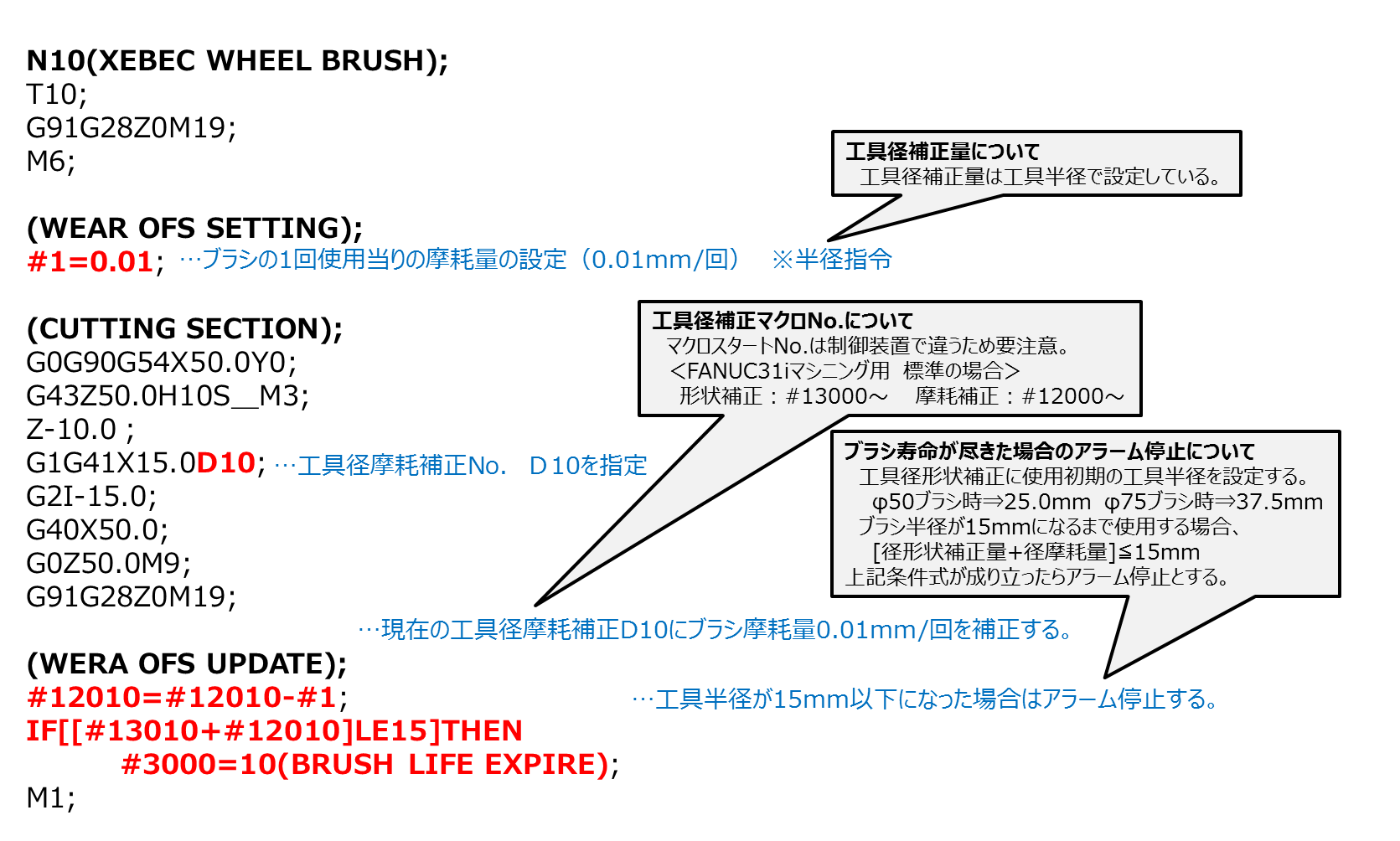
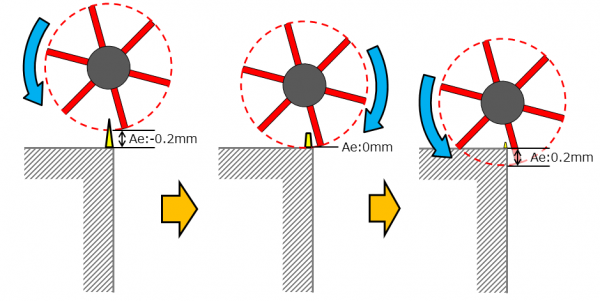
XEBECブラシ ホイールタイプは切込み量が非常に小さいため、ブラシ摩耗に伴う径方向の摩耗補正作業が必要になります。
手動で径の補正を行うか、マクロプログラムを使用した自動での径補正を行っていただく必要があります。
下記にマクロプログラムの例を記載しておりますので、ご参考ください。