こちらから

工作物のサイズ・形状、治具などの干渉物、取り付け可能なツール長や、サイクルタイムなどからブラシのサイズを選択します。
加工部もしくは工作物の全幅の1.5~2倍のブラシ径の使用をお勧めします。
ブラシのサイズによる加工軌跡の違いは、下記の動画をご覧ください。
XEBECブラシ 表面用は、バリ取りとカッターマーク除去・研磨で加工条件が異なります。
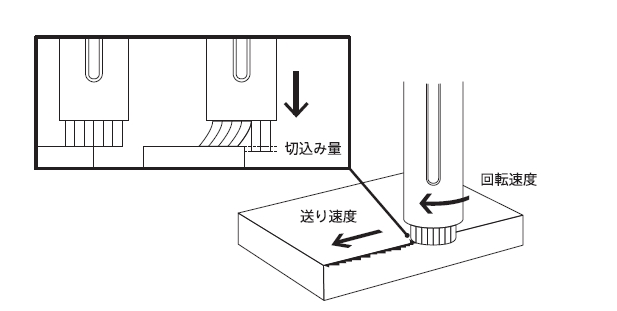
基本の加工条件は、下図に示す①回転速度、②切込み量、③送り速度の3つです。
| 商品コード | 回転速度(min-1) | 切込み量(mm) | 送り速度(mm/min) | 線材突出し量(mm) | |||
| 推奨 | 上限 | 立ちバリ | 横バリ | バリ根元厚み0.05mm | バリ根元厚み0.1mm | ||
| A13-CB06M・A11-CB06M・A21-CB06M | 8000 | 10000 | 0.5 | 0.5 | 4000 | 2500 | 10 |
| A32-CB06M | 8000 | 10000 | 0.3 | 0.3 | 4000 | 2500 | 10 |
| A13-CB15M | 4800 | 6000 | 1 | 1 | 4000 | 2500 | 10 |
| A11-CB15M・A21-CB15M・A32-CB15M | 4800 | 6000 | 0.5 | 1 | 4000 | 2500 | 10 |
| A11-CB25M・A21-CB25M・A32-CB25M | 4000 | 5000 | 0.5 | 1 | 4000 | 2500 | 15 |
| A11-CB40M・A21-CB40M・A32-CB40M | 2400 | 3000 | 0.5 | 1 | 4000 | 2500 | 15 |
| A11-CB60M・A21-CB60M・A32-CB60M | 1600 | 2000 | 0.5 | 1 | 4000 | 2500 | 15 |
| A11-CB100M・A21-CB100M・A32-CB100M | 960 | 1200 | 0.5 | 1 | 4000 | 2500 | 15 |
| 商品コード | 回転速度(min-1) | 切込み量(mm) | 送り速度(mm/min) | 線材突出し量(mm) |
| A13-CB06M・A11-CB06M・A21-CB06M | 10000 | 0.3 | 250 | 10 |
| A32-CB06M | 10000 | 0.3 | 250 | 10 |
| A13-CB15M | 6000 | 0.5 | 450 | 10 |
| A11-CB15M・A21-CB15M・A32-CB15M | 6000 | 0.5 | 450 | 10 |
| A11-CB25M・A21-CB25M・A32-CB25M | 5000 | 0.5 | 700 | 10 |
| A11-CB40M・A21-CB40M・A32-CB40M | 3000 | 0.5 | 800 | 10 |
| A11-CB60M・A21-CB60M・A32-CB60M | 2000 | 0.5 | 850 | 10 |
| A11-CB100M・A21-CB100M・A32-CB100M | 1200 | 0.5 | 850 | 10 |
乾式でも、湿式(油性、水溶性とも可)でも加工出来ますので、切削加工で使用するクーラントをそのまま使用することができます。
なお、湿式加工の方が面粗度向上に効果があり、ツール寿命が改善する傾向があります。









