当社が提供する加工プログラム(点群の座標データ)と専用カッターを組み合わせることで、高品質・長寿命・ 業界最速の穴のバリ取り自動化を実現します。
さらに、プログラムはインストールするだけなので、プログラミング工数を削減可能です。
三角関数での製作の場合、穴の組合せによっては加工幅の差がミリ単位になる場合もあります。
CAD/CAMでのプログラム出力は長時間の作業となりますし、加工幅を変更したい場合は、やり直しとなります。
①必要最小限の切込みをコントロールできるため。
②被削材に接触するポイントを変化させながら、切れ刃全体を使用するため。
③素材やコーティング、品質にこだわった独自設計のカッターを使用するためです。
切削加工ですので厳密には出ていると思いますが、カッターの切れ味が良く、2次バリの発生を抑制する機能を搭載しているため、カッターの摩耗が進むまではカエリバリと感じるものまで成長しません。
加工幅が均一になる工具位置を算出しているためです。
加工幅は工作物の位置ズレやカッターの逃げなどで大きく変化します。
理論的には0.05mm以内で収まるようになっています。
一筆書きの加工であり、送り速度も上げられるため、業界最速の裏バリ取りが可能です。
バリの根元厚さが、使用する加工プログラムの設定加工幅以下であれば対応可能です。加工幅は5種類あります。
φ1程度の穴の場合:バリの根元厚み0.03~0.07mm程度(XC-08-A使用時)、φ6程度の穴の場合:バリの根元厚み0.1~0.2mm程度(XC-58-A使用時)が目安となります。
XEBEC裏バリカッター&バリ取りプログラムは加工幅(面取りにおける斜面の幅) を均一に保つ動きをするため、バリの場所により前後する可能性があります。
硬さにもよりますが、対応可能です。
社内テストでは問題なく取れました。
ただし、フタバリにカッターが接触するとチッピングの可能性が高まるためできる限りバリを抑制いただいた方が工具寿命を延ばせます。
球形状のカッターを用いたバリ取りのため、面取りをすることはできません。
樹脂やアルミ用のノンコートタイプ、一般鉄からステンレス鋼や合金鋼などの難削材にも対応しているAlTiCrNコーティングタイプの2種類を用意しています。
弊社の裏バリカッターでバリ取り可能な被削材の硬度は、
・被削材の種類
・ワーク形状(バリ取りプログラムの種類)
・加工条件(回転速度、送り速度、加工幅)
・カッターの工具組付け条件(工具径、突き出し量、把握方法)
・バリ(サイズ、形状)
など様々な条件によって変わります。
また、裏バリカッターは超硬合金を母材としているため、バリ取りを行う被削材が超硬合金の硬度に近いほど注意が必要になります。
被削材の硬度がHRC45前後からチッピングする可能性が高くなるため、 被削材の硬度を懸念される場合は次のことをご検討ください。
<被削材の硬度が懸念される場合の対策>
・大きな加工幅で1回で加工するのではなく、小さな加工幅で複数回で加工する。
・回転速度と送り速度を下げて加工負荷やカッターが受ける衝撃を軽減する。
ワークの材質の情報を頂ければ、加工条件をご提案出来ますので
soudan@xebec-tech.co.jp までご連絡をお願い致します。
社内テストでは、構成刃先を生じずに加工できております。
樹脂やアルミには、ノンコートタイプをご利用ください。
初期加工条件については、取扱説明書をご覧ください。
平面穴、交差穴どちらにも対応しておりますので、2種類の加工プログラムを組み合わせてお使いください。
他の刃物同様、断続切削の場合寿命が極端に短くなります。
対象のエッジがバラつくと、バリ残りや工具折損などが生じます。
バラツキの具合によりますが、バリ残りが生じたり、場合によっては工具折損する可能性があります。
累積誤差が最大で0.18mm以下でご使用ください。
カッター径ごとに累計誤差は異なります。
累積誤差を超えて使用すると、バリ残りや折損などが生じる可能性があります。
3軸同時制御が可能なマシニングセンタ、複合旋盤であれば使用できます。
先行制御機能があるとエッジが綺麗に仕上がります。
回転速度が上がらなければ、その比率で送り量を下げてください。
バリを取る際の工作物のクランプ状態におけるX、Y、Z軸の方向と、X軸とY軸それぞれに関して直径指令と半径指令を確認させていただいた上で、対応可否を判断させていただきます。
技術サポート(03-6893-0810)にお問合せください。
特に指定はありませんが、他の切削工具(ドリル、エンドミルなど)でお使いの切削油を使っていただければ問題ありません。
超微粒子超硬合金です。
あくまでバリ取り専用のカッターですので、曲面精度を保証できる公差ではありません。
PDFで提供しております。お問い合わせフォームからご依頼ください。
※CADデータ、dxfデータのご提供はしておりません。
可能です。当社がご提供するバリ取りプログラムとの併用で、品質や寿命で最大限の効果を発揮しますので、XEBECバリ取りプログラムとの併用をおすすめします。
購入可能です。
当社では対応しておりませんので、お客様での加工をお願いしております。
外径エッジと内径エッジは別売りのため、それぞれ穴バリ無料診断(裏バリ確認シート)にご記入ください。
個別の加工プログラムに対する修正は当社では承っておりませんが、テキスト形式で提供されるため、お客様での編集が可能です。
加工プログラムは当社カッターを使用することを条件としておりますので、他社のカッターはご使用になれません。
提供する加工プログラムは基本的には上側エッジと下側エッジがセットになっているため、エッジの数を減らした場合のディスカウントはお受けしておりません。
標準の加工プログラムの場合、上側・下側エッジの両方が納品されますが、データは分かれておりますので、加工されたいエッジを選択してご使用ください。
ありません。
場合によっては対応できる可能性がございます。
ご希望の加工幅を、申込時にお伝えいただけましたら、対応可能か検証いたします。
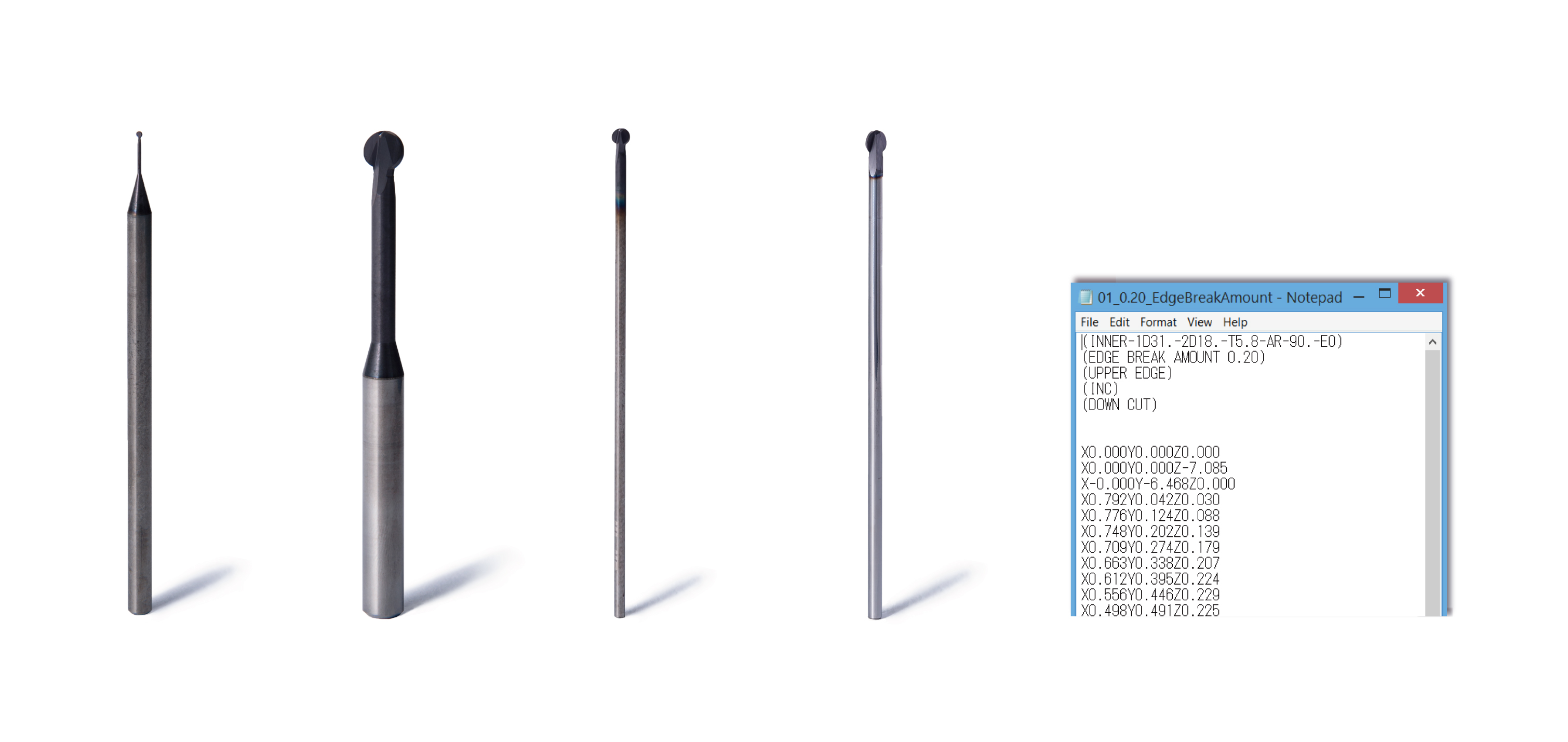
点群データ(XYZ軸の座標)のみで提供します。
使用方法によって、O番号やGコード、Mコードなどの追加をお願いします。
また、提供する加工プログラムには送り速度指令(Fコード)も入っておりませんのでご注意ください。
「.txt」形式でご提供いたします。
パソコンの一般的なドキュメントソフトで編集できます。
1次加工穴の直径φ20mm、2次加工穴の直径φ10mmの場合で、プログラムブロック数は約80行、プログラム容量は2KB程度になります。
1次加工穴と2次加工穴の組合せによっては、プログラムブロック数が約2倍程度になる場合もございます。
一般的なものは5KB以下での提供です。
スタートポイントと同じ位置です。(最後に加工したエッジ沿いではありません)
加工プログラムは通常ご注文から3営業日以内にメールにてお送りいたします。
テストカットや立ち上げ時の調整等、社外で一時的に使用する場合、目的外・対象外の使用を行わないようユーザ様の責任において適切に管理していただくようお願いいたします。
カッター本体に加工条件の上限はありませんので、カッターを把握するホルダの最高回転速度を守ってご使用ください。
ただし、Bタイプについては、組み付け後の工具の振れが0.01mm以下になっていることを確認してください。
XEBECがご提供するバリ取りプログラムをご使用の場合、加工プログラムはイニシャルの径で出力されますので、エッジに当たらなくなります。
XEBECがご提供するバリ取りプログラムをご使用の場合、イニシャル径以外の加工プログラムは出力できないため、再研磨には対応しておりません。
工作物の材質、穴位置ズレ、治具などの剛性、バリの大きさなどにもよりますが、目安として総加工長で100mが目安です。現状の寿命が100m以下の場合は、改善できる可能性があります。
自作のプログラムをお使いの場合には、当社制作のプログラムを使う事で寿命が延びる場合もございます。寿命が4倍に伸びた例もございます。
また、ワークの干渉が無い場合には、ショートタイプ3枚刃を使う事でも寿命を延ばすことが可能です。
一度、ワークや加工条件とともに、お問い合わせください。

 閉じる
閉じる