“REMOVE ALL BURRS” is a common instruction on part drawings. This note lets the machinist know they should remove all burrs produced in the manufacturing process. The presence of burrs on a finished part may prevent correct assembly, inhibit expected performance, or result in malfunctioning when burrs are dislodged. Burrs may also cause injury to persons handling the part.
The “REMOVE ALL BURRS” instruction makes no mention about how burrs should be removed or what size burr is regarded as unacceptable. This ambiguity leads to confusion in many a machining shop. However, the presence of the “REMOVE ALL BURRS” instruction on part drawings does mean the machining shop will be held responsible in the event of a problem related to burrs on the part.
Five years ago, XEBEC Technology conducted a survey of 30,000 persons involved in deburring and/or the polishing of metal parts. The survey was multiple choice.
The first question asked what action someone took when a part drawing included the instruction “REMOVE ALL BURRS”. 453 valid responses were received for this question. The results are shown in Table 1.
| ANSWER | RESPONSES | SHARE |
|---|---|---|
| Naked eye inspection (a part is OK if there are no visible burrs) |
74 | 16% |
| Touch test (a part is OK if you cannot feel any burrs) |
275 | 61% |
| Use a digital or precision measuring microscop (an OK part has no burrs at a given magnification) |
48 | 11% |
| Other means of measurement (a part is OK if it is below the prescribed value) |
24 | 5% |
| Case-by-case (burrs are not removed if no impediment to functionality) |
11 | 2% |
| Other (decision to remove burrs not based on criteria above) |
21 | 5% |
| TOTAL | 453 | 100% |
This shows 77 percent of all machining shops in Japan rely on visual inspection or a touch test to determine the presence of burrs, 16 percent have quantitative standards in place for controlling burr size, and 7 percent do not have any clear standards for deburring.
XEBEC Technology’s survey also asked whether any target values for burr size or specific methods for burr removal were requested when parts were returned due to insufficient deburring. The results to this question are shown in Table 2.
| ANSWER | RESPONSES | SHARE |
|---|---|---|
| A specified value is provided | 30 | 20% |
| A specified value is not provided | 120 | 80% |
| TOTAL | 150 | 100% |
From this we understand that in 80 percent of cases where parts are returned due to insufficient deburring, no specific guidance is provided as to the quality of edge required.
In a third question, XEBEC Technology asked the same group what size burr they thought was indicated by the instruction “REMOVE ALL BURRS”. The average reply was a burr height of 0.048 mm.
This answer was surprising as it seemed somewhat high. However, when the respondents were grouped by the recency of deburring problems with their customers, a different pattern became evident. The results are shown in Table 3.
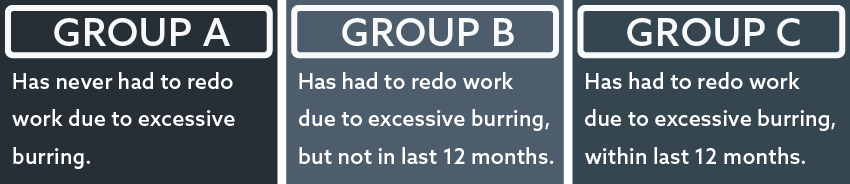
The groups used were as follows.
Group A: Has never had to redo work due to excessive burring.
Group B: Has had to redo work due to excessive burring, but not in the last 12 months.
Group C: Has had to redo work due to excessive burring, within the last 12 months.
The results are shown in Table 3.
| GROUP | PERCEIVED TOLERABLE BURR HEIGHT |
|---|---|
| A | 0.057 mm |
| B | 0.029 mm |
| C | 0.055 mm |
The persons in Group B (the group that had to redo work due to insufficient deburring, but not in the previous 12 months) have probably set stricter internal standards to avoid parts being rejected by their customers.
In conclusion, it appears in Japan that burrs up to 0.03 mm high will not result in a request to rework parts. On the other hand, submitting parts with burrs 0.048 mm high may or may not result in a rework request. How does this compare with the situation in your country?
Please contact XEBEC Technology or your nearest distributor if you want to automate your deburring of machined edges. We loan ceramic fiber brushes for testing.
XEBEC Technology has been helping factories and machining shops around the world automate their deburring processes since 2002. With our wealth of knowledge accumulated over the years, we strive to solve customer deburring problems faster than before. We aim to change the way people think about deburring and create value-added in customer finishing processes.
