
Do you have to deburr crossholes on pipe material? Have you automated the process? A crosshole in pipe material has a three-dimensional edge. Therefore, deburring is often performed by hand. XEBEC offers two solutions which allow back burrs to be removed efficiently in a machining center or CNC lathe with live tooling. That is by ceramic fiber brush or by milling cutter.
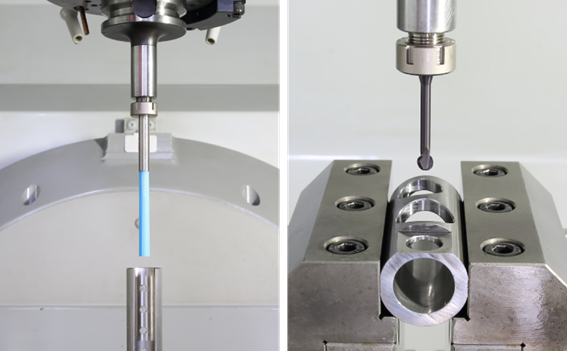
Image 1: XEBEC Brush™ Crosshole (left), XEBEC Back Burr Cutter™ (right)
Both these tools can remove back burrs from crossholes. This article will consider which tool is better suited to what situation. We will do this by testing both tools on different workpieces.
Differences between a ceramic fiber brush and milling cutter
The following chart outlines the basic differences between XEBEC’s ceramic fiber brush and milling cutter. Further explanation of items in the chart is provided below.
Chart 1: Differences between XEBEC’s ceramic fiber brush and milling cutter
| Tool type | Ceramic fiber brush | Milling cutter |
| Product name | XEBEC Brush™ Crosshole | XEBEC Back Burr Cutter™ |
| Machine type | Machining center, CNC lathe (with live tools), Dedicated machine, Robot, Electric rotary hand tools | Machining center, CNC lathe (with live tools) |
| Machine specification | Rotational speed > 6,500 rpm, controllable speed | 3-axis simultaneous control |
| Tool entry | Primary hole | Primary or secondary hole |
| Deburring capability | Burr root thickness < 0.2mm | Burr root thickness < 0.2mm |
| Complexity of path (Programing time) | Low | High (XEBEC can supply ready-made paths) |
Machine specification
XEBEC Brush™ Crosshole must be used with rotational speeds in excess of 6,500 min-1. The brush expands in size by centrifugal force to fill the inside diameter of the cylindrical workpiece being deburred. The machine should be fully covered for safety reasons and capable of controlling rotational speed. Rotational speed is increased with brush wear (i.e. as brush becomes shorter) to maintain the same machining diameter.
XEBEC Back Burr Cutter™ requires a machine with 3-axis simultaneous control to trace the edge of each hole on the curved surface of pipe material.
Tool entry
XEBEC Brush™ Crosshole is lowered into the center hole of pipe material. A simple pull-push motion is used to remove burrs.
XEBEC Back Burr Cutter™ is placed in each drill hole to trace the back edge.
Deburring capability
The maximum size of burrs which can be removed by both tools is 0.2 mm (measured at the root of the burr). Burrs of this size can be moved by a fingernail.
Complexity of path
The pull-push motion of XEBEC Brush™ Crosshole only requires a simple path. The same simple motion is used for both single and multiple drill holes.
XEBEC Back Burr Cutter™ requires a different path for each drill hole. This increases the amount of time required for CNC programming. Alternatively, XEBEC can supply ready-made paths.
The test workpiece is steel pipe with an internal diameter of Φ24 mm. The material is JIS STKM13A (ASTM 1020). Two types of workpieces will be used to demonstrate the differences between using a ceramic fiber brush and milling cutter. The inner diameter of the first workpiece is unmachined and that of the second workpiece is machined.
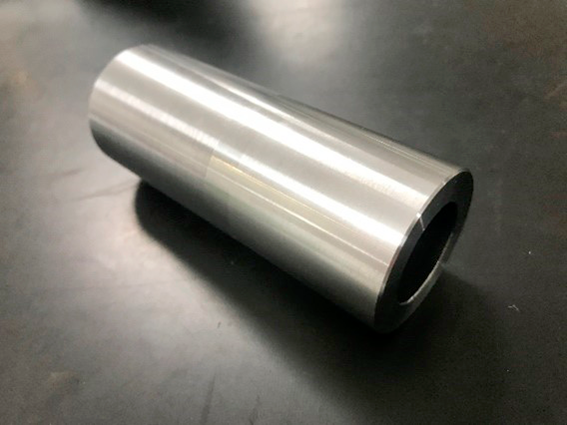
Image 2: Test material is STKM13A (1020)
The test workpieces are drilled with four φ6.9 mm holes at 90 degrees apart, as shown in image 3.
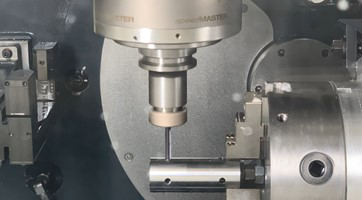
Image 3: Drilling holes in workpieces
This resulted in some large back burrs on the inner diameter, as can be seen in Image 4. Notice the jagged nature of the burr produced on the unmachined workpiece.
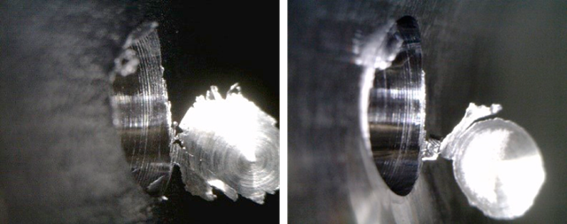
Image 4: Large burrs on inner diameter (left: unmachined; right: machined)
The following machining parameters were used on the unmachined workpiece.
Chart 2: Machining parameters of unmachined workpiece
| Deburring tool | CH-A34-15 (ceramic fiber brush) | XC-58-A (milling cutter) |
| Rotational speed | 7,000 rpm | 6,000 rpm |
| Feed | 300 mm/min | 900 mm/min |
| Number of passes | 2 (1 pass includes up & down) | 1 |
| Cycle time | 10 sec | 13 sec |
| Edge finish | Rounded | Chamfered |
Image 5a shows the ceramic fiber brush deburring the four drill holes. Image 5b shows the milling cutter deburring the four drill holes. You can view videos of this machining by clicking on these images.
Image 5a: Ceramic fiber brush deburring all edges
Image 5b: Milling cutter deburring all edges
Image 6 shows the results of deburring the unmachined workpiece.
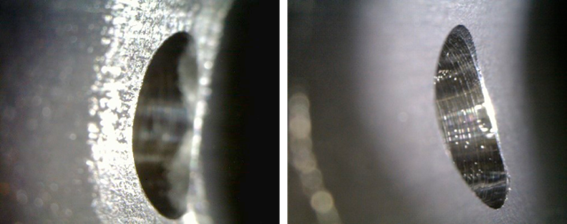
Image 6: Unmachined workpiece deburred by ceramic fiber brush (left) and milling cutter (right)
The image on the left shows that the ceramic fiber brush removed all the back burrs. This demonstrates the flexibility of brushes to remove burring from unmachined surfaces. The cycle time for all four drill holes was 10 seconds. This includes starting, stopping, and reversing the spindle rotation, orienting the workpiece, and positioning the tool.
The image on the right shows that the milling cutter was unable to remove all back burrs because the workpiece surface is uneven. The milling cutter was set to chamfer approximately 0.1 mm. However, the cutter lost contact with the edge in several places. One solution would be to increase the size of the chamfer. However, this is a compromise that does not address the real problem of the workpiece’s poor dimensional accuracy.
The cycle time for the milling cutter was 13 seconds for all four holes. This includes starting and stopping the spindle, orienting the workpiece, and positioning the tool.
Testing on machined surfaces
The same machining parameters were also applied to the machined workpiece (refer to Chart 2 above). Image 7 shows that both tools successfully removed all burrs from the drill holes. The chamfer produced by the milling cutter is uniform all the way around holes. This is achieved by the ready-made tool path supplied by XEBEC as an option with XEBEC Back Burr Cutter™. In contrast, the edges deburred by XEBEC Brush™ Crosshole are rounded or blended.

Image 7: Machined workpiece deburred by ceramic fiber brush (left) and milling cutter (right)
The ceramic fiber brush is flexible enough to be able to cope with both machined and unmachined surfaces. Its cutting power is about the same as the milling cutter. However, the milling cutter must be used on a surface with accurate, preferably machined dimensions.
The ceramic fiber brush is clearly the better solution for deburring many holes at once as the cycle time is not affected much by the number of holes. The milling cutter is the better choice when deburring a few holes.
The ceramic fiber brush cannot provide a dimensioned edge. Therefore, it is not suitable when a chamfer is required. The milling cutter provides a near-chamfer [1] finish.
Both the ceramic fiber brush and milling cutter have excellent tool life. The ceramic fiber brush length is adjusted automatically in the machine after a given number of workpieces have been completed. The milling cutter is made of micro-grain, cemented carbide like other cutters. However, the contact points of the spherical cutting edge are continuously shifting. Therefore, the tool wears uniformly, giving it twice the tool life of conventional milling cutters.
Chart 3 summarizes the relative strengths and weaknesses of XEBEC Brush™ Crosshole and XEBEC Back Burr Cutter™.
Tool typeCeramic fiber brushMilling cutter
| XEBEC product name | XEBEC Brush™ Crosshole | XEBEC Back Burr Cutter™ | |
| Cycle time | Single hole | Medium | Fast |
| Multiple holes | Fast | Slow | |
| Workpiece condition | Unmachined | Suitable | Unsuitable |
| Machined | Suitable | Suitable | |
| Edge finish | Rounded | Suitable | Unsuitable |
| Chamfered | Unsuitable | Suitable | |
| Tool entry | Primary hole | Primary or secondary hole | |
| Tool life | Excellent | Excellent | |
________________
Footnotes:
XEBEC Technology has been helping factories and machining shops around the world automate their deburring processes since 2002. With our wealth of knowledge accumulated over the years, we strive to solve customer deburring problems faster than before. We aim to change the way people think about deburring and create value-added in customer finishing processes.
