XEBEC Technology is specialized in “deburring” and developing innovative deburring tools and solution.
In the past, deburring was mainly done manually. However, automation of deburring is popular in recent years.
By automating the deburring process, it is possible to shorten the process time and reduce the labor costs.
In this article, we will explain the advantages and the methods of automation of deburring.
Index
・1. What is “automation of deburring”?
・2. Advantages in the automation of deburring
・3. Methods of automation of deburring
・L (1). Automation of deburring by using a machine
・L (2). Automation of deburring by using a specialized machine
・L (3). Automation of deburring by using a robot arm
・4. Conclusion
“Automation of deburring” literally means to remove burrs automatically.
To be more specific, it means removing burrs automatically by using a machine or a specialized machine.
In the past, deburring was done manually in general.
It is because it requires detailed adjustment depending on the condition of burr formation.
However, manual work of deburring requires an enormous amount of time.
In addition, it requires a certain level of skill, so it is not a kind of work that anyone can do.
Therefore, automation of deburring is becoming popular at production sites in recent years.
The followings are the advantages in the automation of deburring.
The followings are the advantages in details.
When deburring manually, it is unavoidable to take a certain amount of time.
Especially in mass production, the amount of process time can be enormous.
However, by automating the deburring process, the amount of time it takes does not vary depend on persons involved.
Having no human intervention can lead to shortening the process time.
When deburring is done manually, the quality varies depending on each worker’s level of acceptance for the quality and skill.
Especially when multiple workers are involved, it is difficult to maintain the same deburring quality for all products.
In automated deburring, it is up to the machine to do the work, so the quality hardly varies.
If the quality is secured, the quality inspection can be simplified.
Once the deburring process is automated, the human resources that were required for deburring will no longer be needed.
If you have a problem of shortage of human resources, you can use available human resources more efficiently
by automating the deburring process.
As a result, automation can lead to reducing the labor costs.
There are 3 major ways to automate the deburring process:
The following are the detailed explanations with images.
It is to automate the deburring process by using a machine such as a machining center and a combined lathe.
Attach a deburring tool such as a cutter and a brush to the machine to automatically remove burrs from workpieces.
If you already have a machine, you don’t need to introduce new equipment to the production site.
The following tools can be attached to a machine.
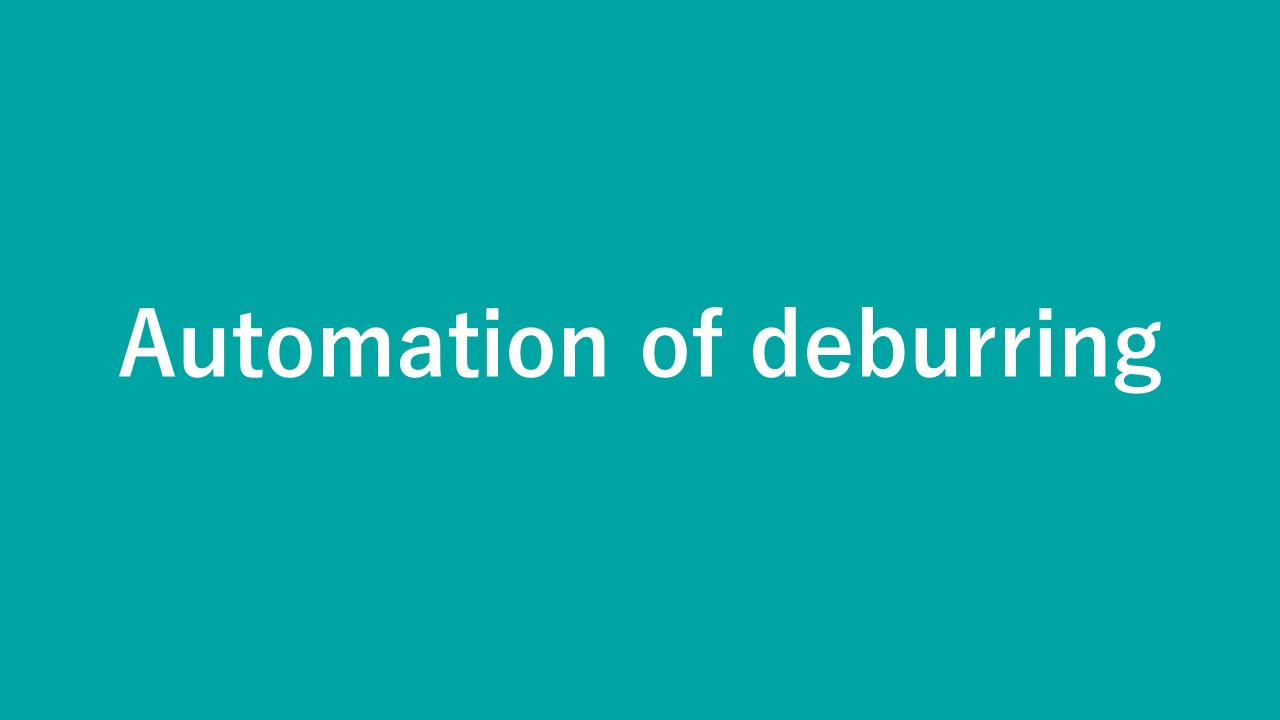
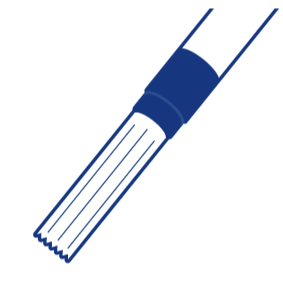
A tool with blades shaped like a split pin. The blades work like a pair of springs.
This type of tool is mainly for removing burrs from the edges of drilled holes (secondary holes).
When you insert the tool into a hole while it is rotating, the blades touch the edge of the hole to remove burrs.
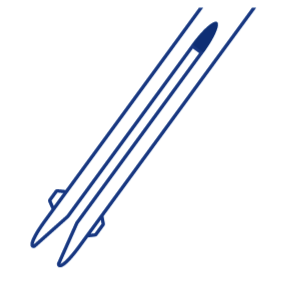
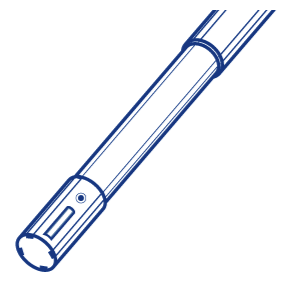
This type of tool has a blade that is pushed out of the shaft with a spring.
This is used mainly for removing burrs from the edges of drilled holes (secondary holes).
The blade of this tool is pressed against burrs with the spring force to remove burrs.
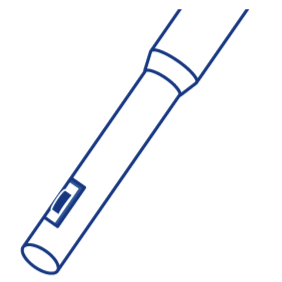
A tool with a blade that can rotate. The blade is pushed out of the shaft with a spring.
The difference from the normal blade type of tool is that the blade of this tool can rotate.
Insert this tool into a drill hole (secondary hole) while it is rotating and remove burrs by touching burrs with the blade.
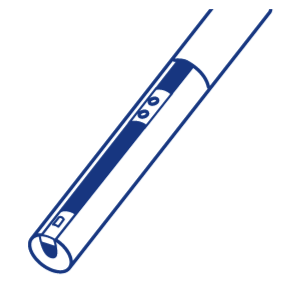
This type of tool has a blade that is pushed out of the shaft with the pressure medium.
This is mainly used for inner diameters and cross holes.
Touch the inner diameter edges with the blade of this tool to remove burrs.
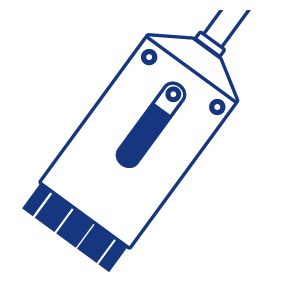
This type of tool has a carbide cutter that is supported with a spring steel shaft.
This is used mainly for the edges of drilled holes (secondary holes).
The blade of this tool is pressed against burrs with the spring force to remove burrs.
Because of the elasticity of the spring, chatter is not generated when removing burrs with this tool.
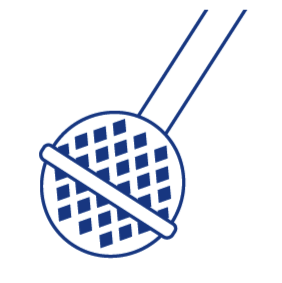
This tool has abrasive stones placed radially on the surface of nylon resin.
It is used for inner diameters and cross holes.
To remove burrs, touch the inner edges with the abrasive stones while the tool is rotating.

This solution is a set of a specialized Cutter and a Tool Path program customized for each user.
This set is used mainly for removing burrs from edges of drilled holes (secondary holes).
The movement of the Cutter is controlled by the customized Tool Path program.
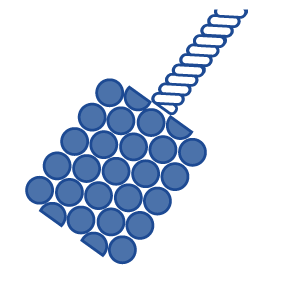
This brush has a bristle made of ceramic fibers and a special sleeve.
It is used for removing burrs from the workpiece surfaces.
To remove burrs, touch the edges of workpieces with the tip of the bristle while the brush is rotating.
This brush has a bristle made of ceramic fibers.
It is used mainly for inner diameters and cross holes.
When the brush is rotated, the bristle spreads out and touches the inner edges to remove burrs.

This brush consists of bristles made of ceramic fibers and a special shank.
It is used for the surfaces and the sides of workpieces.
To remove burrs, tough the edges of workpieces with the tips of the bristles while the tool is rotating.

A chamfering cutter and a spherical cutter can remove burrs and round edges at the same time.
Since you can do two things at the same time, this tool helps shortening the process time.
However, please note that there is a possibility of secondary burr formation with most of chamfering cutters
and spherical cutters.
You can use a specialized machine to automate the deburring process.
Although you will need to introduce new equipment, using a specialized machine can be more efficient
than manual work of deburring.

The barrel finishing process is to put workpieces, abrasive media, water, and compound in a barrel tank
and give it a rotation or vibration.
The workpieces are rubbed with abrasive media to remove burrs.
The advantage is that not only deburring but also polishing and finishing edges can be done at the same time.
Since it is possible to add a lot of workpieces in a barrel tank, it is suitable for mass production.

Add the workpieces, magnetic media and cleaning fluid in a barrel tank and spin the barrel tank with the magnetic force.
The magnetic media is rubbed against the workpieces to remove burrs.
As well as the barrel finishing, it is possible to polish surfaces and finish edges at the same time.
It is suitable for mass production.
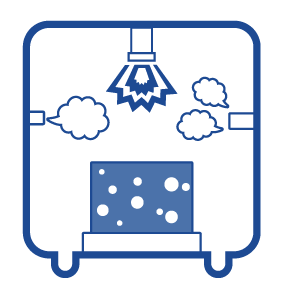
In this method, the blasting material is hit on the workpiece surfaces using the centrifugal force.
Burrs are removed by the pressure of the blasting material hitting the workpieces.
You can make the deburring area wider or narrower by adjusting the range of blasting material.

Waterjet deburring is to remove burrs from workpiece surfaces by jetting water coming out of a nozzle.
Burrs are removed with the water pressure hitting the workpieces.
This method simply requires equipment and water.

Abrasive flow machining is to flush viscoelastic media containing magnetic media inside of workpieces.
In this method, burrs are rubbed with magnetic media and come off the workpieces.
It is possible to remove burrs from holes in complicated shapes with this method.
Thermal deburring is to remove burrs by burning workpieces.
Since it is instantaneous heating, only thin and sharply pointed burrs are burnt and the workpieces are not burnt.
It is possible to remove burrs formed at deep positions where tools cannot reach.
However, this method requires strict safety management.
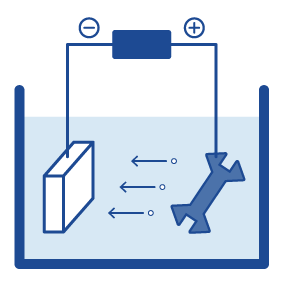
In electropolishing, a direct electric current is applied to remove burrs.
Burrs are dissolved by applying a direct electric current through electrolyte,
with the workpiece being the anode and the electrode being the cathode.
Since the process time is short, it is ideal for mass production lines.

Heat energy is used in chemical polishing.
Polishing liquid, basic liquid and water are added in a tank, and workpieces are added in the boiling liquid.
Since the workpiece surfaces are slightly dissolved in this method, it is suitable for smoothing the surfaces.
You can automate the deburring process by using a robot arm.
Attach a tool such as a polishing tool and a rotary brush to a robot arm to remove burrs automatically.
Recently, robot arms are getting downsized, so it is possible to implement this method
even in relatively small-sized facilities.
However, with the current control technology, it can be difficult to remove burrs from workpieces
in complicated shapes and remove burrs precisely.
This method is not widely implemented yet, however, it is expected to be more popular in the future.
“Automation” may sound difficult to implement. However, there are various methods available to implement
automation of deburring.
It requires initial cost to introduce automation of deburring. However, automation can lead to
solving problems that production sites may hold.
The best possible solution can be different for each production site depending on the workpieces to process
and the currently available equipment.
