| Tool | File |
|---|---|
| Problem | CNC deburring was given up once due to various combinations of cross holes and tools were required respectively. Manual deburring with files was inefficient and time consuming. |
| Tool | XEBEC Back Burr Cutter & Deburring Tool Path (XC-28-B) |
|---|---|
| Result | CNC deburring realized with just 1 type of tool despite many combinations of holes to deburr. |
| Industry | General Machinery |
|---|---|
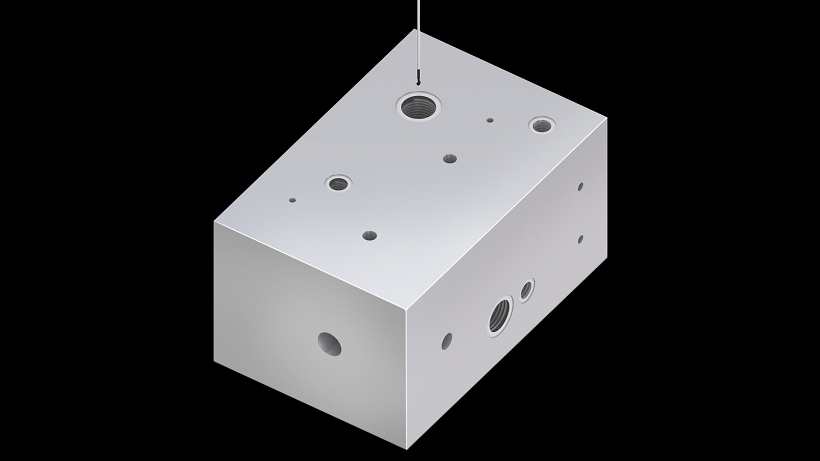
| Part name | Hydraulic block |
| Material type | Aluminum alloy |
| Machining process | Drilling |
| Tool | XEBEC Back Burr Cutter & Deburring Tool Path (XC-28-B) |
|---|---|
| Details of processing | Back deburring after drilling |
| Rotational speed (min⁻¹) | 2000 |
| Feed rate (mm/min) | 160 |
| Depth of cut (mm) | – |
| Machining time (sec) | – |
Optimal solution for high-precision deburring of 3D-curved crossholes




