| Tool | Curved bearing scraper |
|---|---|
| Problem | CNC deburring was not possible due to an off-centered edge. It was not possible for users to make a tool path data. Manual deburring was time-consuming because no scratch was allowed on a certain part of workpiece. |
| Tool | XEBEC Back Burr Cutter & Deburring Tool Path (XC-38-A) |
|---|---|
| Result | Edge quality improved by CNC deburring. Defective products caused by scratches eliminated. |
| Industry | General Machinery |
|---|---|
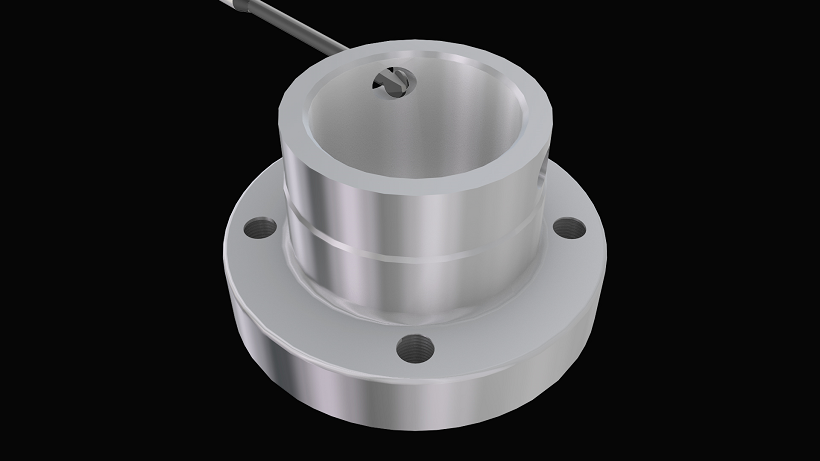
| Part name | Flange (Mounting hole) |
| Material type | Aluminum alloy |
| Cutting process | Drilling |
| Tool | XEBEC Back Burr Cutter & Deburring Tool Path (XC-38-A) |
|---|---|
| Details of processing | Back deburring after drilling |
| Rotational speed (min⁻¹) | 6000 |
| Feed rate (mm/min) | 900 |
| Machining time (sec) | – |
Optimal solution for high-precision deburring of 3D-curved crossholes



