| Tool | Round bar grindstone |
|---|---|
| Problem | It took time for manual use of rod grindstone. There was no tool reaching a deep hole of 300mm or more. Manhour required to make a custom-build shank in order to hold a grindstone. |
| Tool | XEBEC Brush Crosshole (CH-A33-7F) |
|---|---|
| Result | Stable finish quality in a shorter time realized. |
| Industry | Mold |
|---|---|
| Part name | Mold (Cooling hole) |
| Material type | SKD60 |
| Machining process | Reaming |
| Tool | XEBEC Brush Crosshole (CH-A33-7F) |
|---|---|
| Details of processing | Cooling hole polishing after reaming |
| Rotational speed (min⁻¹) | 12,000 |
| Feed rate (mm/min) | 2,000 |
| Depth of cut (mm) | – |
| Machining time (sec) | – |
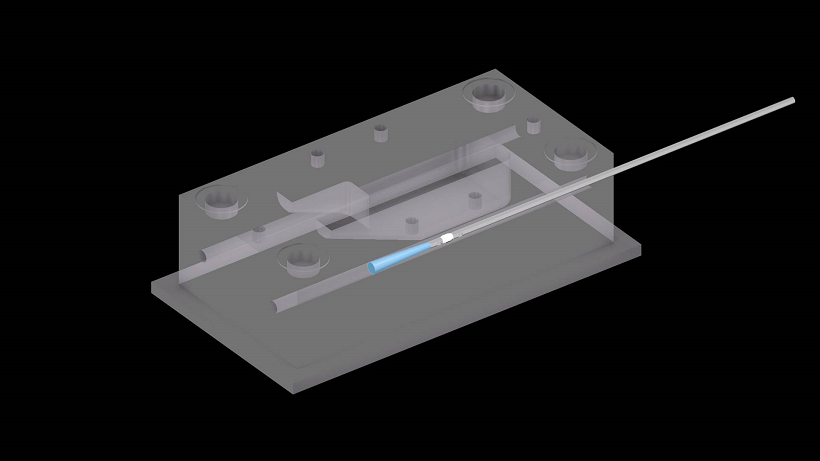
Ideal for deburring, polishing, and removing cutter marks on inner diameters and counterbores up to φ20


