| Tool | Abrasive-impregnated nylon brush |
|---|---|
| Problem | Burrs are left by manual deburring. It caused low efficiency in processing. |
| Tool | XEBEC Brush for Cross hole (CH-A12-5M + CH-A12-7M) |
|---|---|
| Result | Full automation realized with custom made machine. No burrs left and finish quality improved. |
| Industry | Automotive |
|---|---|
| Part name | Input shaft (Cross hole) |
| Material type | SCM |
| Machining process | Drilling |
| Tool | XEBEC Brush™ Crosshole (CH-A12-5M + CH-A12-7M) |
|---|---|
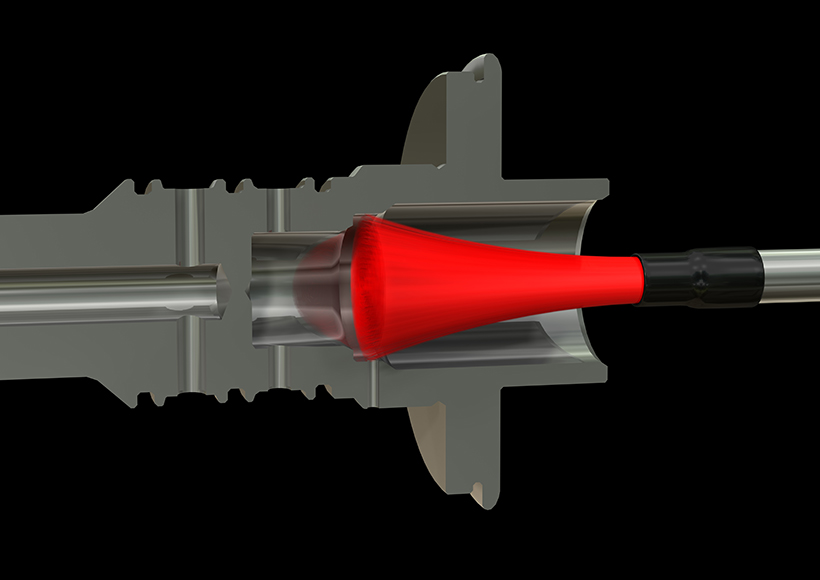
| Details of processing | Crosshole deburring after drilling process |
| Rotational speed (min⁻¹) | 9000 |
| Feed rate (mm/min) | 300 |
| Depth of cut (mm) | – |
| Machining time (sec) | – |
Ideal for deburring, polishing, and removing cutter marks on inner diameters and counterbores up to φ20