| Tool | Spring-type back deburring tools |
|---|---|
| Problem | Uneven edge resulted in over-deburring or incomplete deburring. |
| Tool | XEBEC Back Burr Cutter & Deburring Tool Path (XC-38-A) |
|---|---|
| Result | Uniform edge quality in shorter operating time realized. |
| Industry | Automotive |
|---|---|
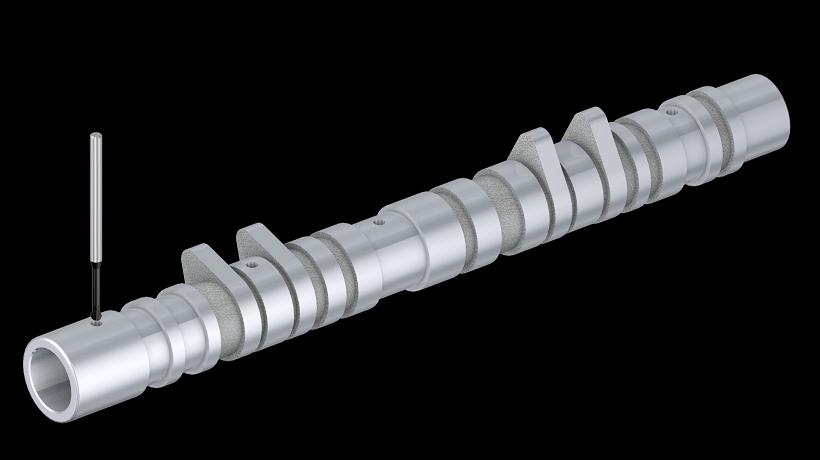
| Part name | Camshaft |
| Material type | FCD |
| Machining process | Drilling |
| Tool | XEBEC Back Burr Cutter & Deburring Tool Path (XC-38-A) |
|---|---|
| Details of processing | Back deburring after drilling |
| Rotational speed (min⁻¹) | 9000 |
| Feed rate (mm/min) | 1000 |
| Depth of cut (mm) | 0.25 |
| Machining time (sec) | – |
Optimal solution for high-precision deburring of 3D-curved crossholes




