加工条件
ブラシのサイズごとに推奨回転速度、上限回転速度、推奨送り速度などが設定されています。初期加工条件表を参考に、回転速度を設定してください。
初期加工条件
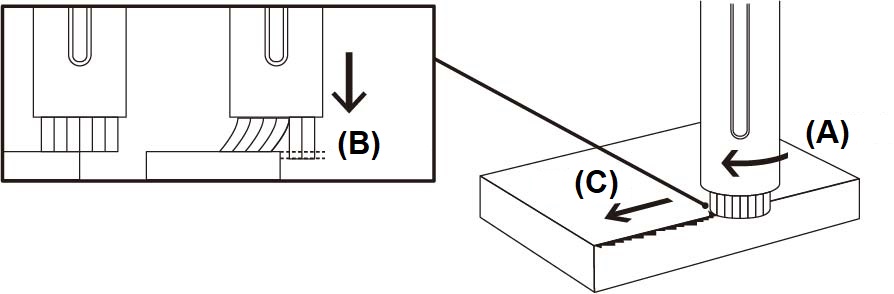
(A)回転速度(min-1)
商品コード |
バリ取り |
カッターマーク除去・研磨 |
上限値 |
|---|---|---|---|
A11-CB40M・A21-CB40M・A32-CB40M |
2400 |
3000 |
3000 |
A11-CB60M・A21-CB60M・A32-CB60M |
1600 |
2000 |
2000 |
A11-CB100M・A21-CB100M・A32-CB100M |
960 |
1200 |
1200 |
(B)切込み量(mm)
商品コード |
立ちバリ(*1) |
横バリ(*2) |
カッターマーク除去・研磨 |
|---|---|---|---|
A11-CB40M・A21-CB40M・A32-CB40M |
0.5 |
1.0 |
0.5 |
A11-CB60M・A21-CB60M・A32-CB60M |
0.5 |
1.0 |
0.5 |
A11-CB100M・A21-CB100M・A32-CB100M |
0.5 |
1.0 |
0.5 |
(*1):エンドミル、ドリル加工後などのバリで、ブラシ端面がバリに対して垂直に接触します。
(*2):フェイスミル加工後のバリで、ブラシ端面がバリに対して平行に接触します。
(C)送り速度(mm/min)
商品コード |
バリ根元厚み |
バリ根元厚み |
カッターマーク除去・研磨 |
|---|---|---|---|
A11-CB40M・A21-CB40M・A32-CB40M |
4000 |
2500 |
800 |
A11-CB60M・A21-CB60M・A32-CB60M |
4000 |
2500 |
850 |
A11-CB100M・A21-CB100M・A32-CB100M |
4000 |
2500 |
850 |
線材突出し量(mm)
商品コード |
バリ取り |
カッターマーク除去・研磨 |
|---|---|---|
A11-CB40M・A21-CB40M・A32-CB40M |
15 |
10 |
A11-CB60M・A21-CB60M・A32-CB60M |
15 |
10 |
A11-CB100M・A21-CB100M・A32-CB100M |
15 |
10 |
 |
樹脂の場合、材質によっては工作物が溶けてしまったり、変色してしまう場合があります。工作物の変形が問題になる場合は、回転速度を初期加工条件の1/10程度にすることで改善できる場合があります。 |
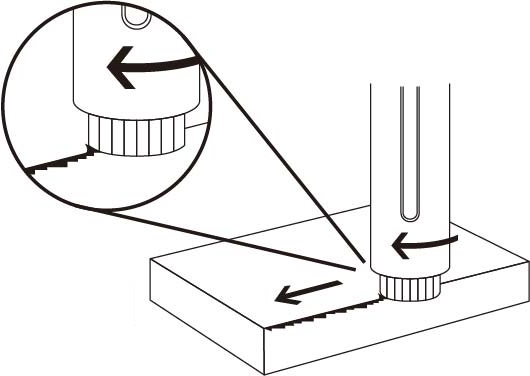
回転方向
下図のようにバリに対してアップカットとなる方向にブラシを回転させてください。