No. The ceramic fiber filament works as abrasive material.
The Brush utilizes ceramic fiber filament as the abrasive material. Unlike wire and nylon brushes, it does not deform. Since it retains its original shape, XEBEC Brush is an optimal tool for CNC deburring and polishing.
Ceramic fiber filaments that maintain an overwhelming grinding power at the tip are woven to form the bristle of the Brush. The Brush length shortens as it wears, but the ceramic fiber filaments self-sharpen. Theoretically, the grinding power of the ceramic fiber filament does not change up to the base of the Brush, but as the bristle becomes shorter due to wear, the bristle becomes stiffer and it becomes difficult for the Brush to flare open sufficiently.
No. XEBEC Brushes do not contain abrasive grains that cause it. However, if dust and sludge accumulate, the performance of this product may be affected. It is recommended to wash them off.
XEBEC Brush is capable of removing burrs with root thickness of 0.1mm or burrs that can be easily removed with fingernails.
Burrs that are easily removable with fingernails.
It is applicable to any material with hardness of up to HRC65, including aluminum, steel, and cast iron, as well as difficult-to-machine materials such as stainless steel and Inconel.
Yes, it can. However, depending on the material, it may cause the workpiece to deform or to discolor. If deformation or discoloration becomes a problem, it may be possible to improve it by setting the rotational speed to about 1/10 of the recommended initial condition.
It can withstand temperatures up to 150 degree Celsius. The binder of the Brush is made of resin, and it cannot withstand higher temperatures.
It is applicable with primary bore diameters between 3.5mm and 20mm.
The diameter of this product is slightly wider at the tip due to its shape. Taking this into account, the target primary bore diameter is set to be large, for safety reasons. As long as the Brush can be inserted into the hole, it is capable of deburring or polishing to some extent, although the grinding power may be reduced.
Normally, it is recommended that XEBEC Brush Crosshole be inserted into workpiece without rotation. However, when processing a hole with a smaller diameter than the target primary bore diameter, rotating it at a low speed of about 300 min-1 may help to align the bristles so that the diameter at the tip becomes smaller, thereby enabling it to be inserted into a smaller diameter hole. If the hole has an edge break, it may help further with the insertion.
No, it cannot be used, because it would damage the thread.
Not recommended, because the Brush may be damaged.
It can be used with machining centers and special machines, but the rotation speed of 8,000 – 12,000 min-1 is required. If sufficient rotational speed is not possible, use of a spindle speeder is recommended.
Since XEBEC Brushes Crosshole has grinding power at the tip, its tip needs to be applied to the target surface for deburring or polishing. Therefore, when processing inner diameters, it is necessary to rotate and spread the Brush wider by centrifugal force. See the “How to use” page for more details.
If the tool cannot be rotated, the grinding power cannot be sufficient to remove burrs in most cases. We recommend using a lathe with a milling function.
If the rotational speed is lower than the recommended speed, the Brush will not flare open wide enough to reach the inner diameter surface where burrs occur. In that case, moving the Brush closer to the inner diameter surface may enable the removal of burrs.
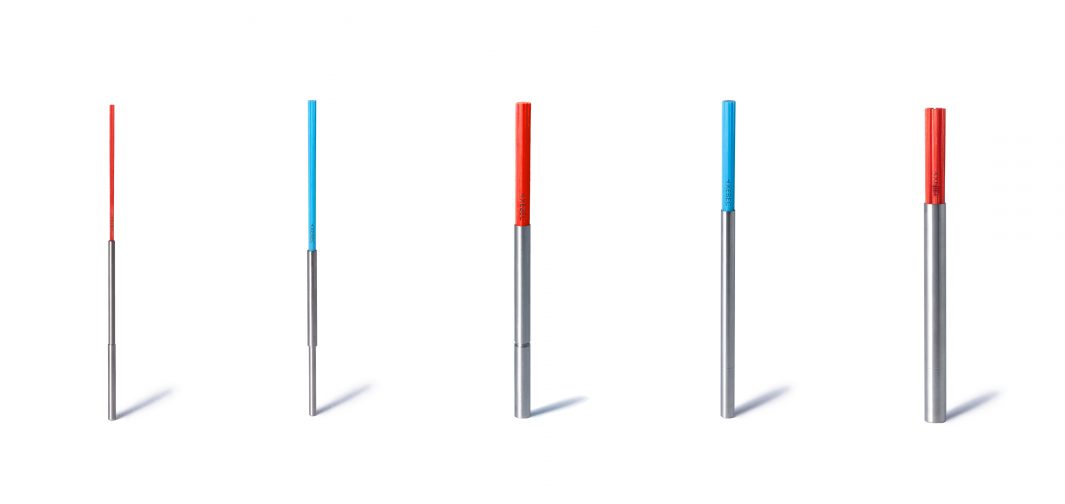
Different colors indicate different grinding powers to aid the selection of the optimal tool, depending on the material and burr sizes. The ratio of the grinding powers is Red: Blue: 100: 600.
No, it cannot be produced. CH-A-12-1.5M is the smallest XEBEC Brushes Crosshole with a diameter of 1.5mm. It consists of only seven pieces of ceramic fiber bristles. The Brush will not be able to exert sufficient grinding power to be effective with less number of the ceramic fiber bristle.
Customization of the Brush diameter is not possible. However, the ceramic bristles can be broken off, thereby reducing the diameter for a small diameter hole, although effectiveness for deburring or polishing this way has not been verified.
The only customization we are able to accommodate are the reduction or extension of the bristle length. For more information, please contact us at: https://www.xebec-tech.com/en/contact/
Yes, we are able to offer drawings in PDF format. Please send us your request at: https://www.xebec-tech.com/en/contact/
*Please note that we are unable to offer drawings in any CAD data file such as dxf file.
In most applications, the Brush needs to moved back and forth more than 1mm to deburr a crosshole. When the Brush becomes shorter due to wear, apply tool wear compensation.
Either is fine, although wet machining produces a better surface finish quality and helps to improve the tool life. This product can be used with both oil-based and water-soluble coolant.
Follow steps below to prevent burrs from lying down into secondary holes.
1. Insert the Brush into the primary hole without rotation.
*If the Brush is rotated outside of the hole, bristles may break off and scatter.
2. Rotate the Brush after it is inserted beyond the secondary hole.
3. Pull the Brush back.
*By pulling back the Brush, burrs will not lie down into the secondary hole.
4. Push the Brush forward again.
5. Stop the Brush rotation.
6. Pull the Brush out without rotation.
Depending on the material and processing conditions, there is a possibility of removing 3 to 4 micrometers of material in diameter.
It is capable of achieving surface roughness of Ra of 0.1μm with steel and stainless steel workpiece. However, in case of aluminum, it may cause the surface to appear dull or cloudy, and in some cases, the surface roughness may actually worsen. Also, due to Brush marks, it is not possible to achieve mirror bright finish.
Manage by quantity of workpieces that are processed. Benchmark the quantity at which the Brush is no longer able to deburr. In most cases, the Brush is replaced after 80% of the benchmark quantity is reached.
It is the periphery of the Brush tip that is worn down. As a guide, it should be replaced when the periphery of the Brush tip is worn down by 10mm.
The Brush may break under following conditions.
-Eccentric or inclined cross hole
-T-junction cross hole, where the secondary hole diameter is 100% or larger than the primary hole diameter
-Cross-shaped cross hole where secondary hole diameter is 70% or larger than the primary processing hole diameter
Avoid these conditions. It is recommended to perform tests while paying attention to the movement of the Brush tip to ensure no breakage occur.
It varies greatly depending on the material and burr size, and the processing conditions.
We may be able to introduce you to a manufacturer. Please contact us at: https://www.xebec-tech.com/en/contact/
We do not make any machine tool, but we may be able to introduce you to a manufacturer. Please contact us at: https://www.xebec-tech.com/en/contact/
We are unable to offer to do that. However, you can reshape the Brush using a diamond disc blade.
Wash the Brush lightly with water and then use an air blower to completely remove dust and coolant.
Diamond disc blade is recommended.

 閉じる
閉じる