使い方(標準型)
基本的な使い方
使いかたのヒント
効果的な使いかた
線材先端で加工することが最も効果的です。切込み量は0.5mm~1.0mmを目安とし、1.5mmを上限にしてください。
適切な切込み量、研削荷重での使用
過大な切込み量または研削荷重で使用すると、最適な効果が得られず、線材の摩耗、折損が著しく進み、本製品の寿命が短くなります。
毛丈、回転速度、切込み量の調整
- バリが取れない場合は、回転速度を上げ、切込み量を多くしてください。取れすぎる場合は、回転速度を下げ、切込み量を少なくしてください。
- 使用に伴い、線材全体の長さ(毛丈)が短くなってきたら、毛腰が強くなり研削力が上がりますが、なじみ性は減少する傾向にあります。回転速度を下げ、切込み量を少なくすることにより、研削力、なじみ性を調整してください。
ブラシの回転方向とバリ取り
XEBECブラシ表面用は、ブラシの回転方向がバリ取り能力に大きく影響します。
立ちバリ:
ドリル加工やエンドミル加工後に発生する縦方向のバリ(立ちバリ)取りについては、ブラシの回転方向による違いはほとんどありません。
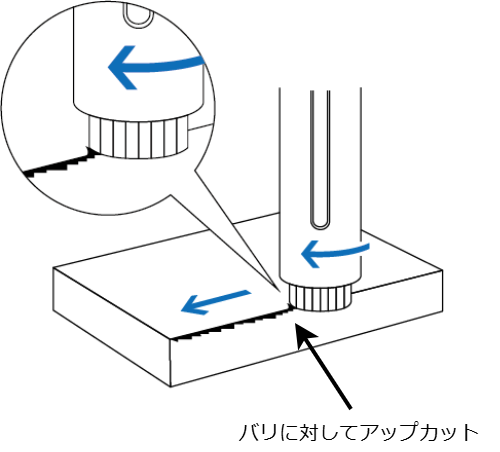
横バリ:
フェイスミル加工などによって発生する横方向のバリ(横バリ)取りについては、ブラシがバリを下から持ち上げるアップカットでの加工が必要です。 ダウンカットの場合、バリが寝てしまう・貼りついてしまうという現象が発生し、バリがうまく取れない可能性があります。
乾式、湿式加工について
乾式、湿式(油性、水溶性とも可)のどちらでも加工できますので、切削加工で使用するクーラントをそのまま使用することができます。
なお、湿式加工の方が面粗度向上に効果があり、ツール寿命が改善する傾向があります。
ツールホルダについて
ツールホルダには、コレットチャック、ミーリングチャックをご使用ください。
下記ツーリングのご使用はお控えください。
- 焼ばめホルダ:
スリーブのシャンクがステンレス鋼製のため、抜けなくなる恐れがあります。 - ハイドロチャック:
スリーブシャンク径の公差がh7のため、把持力が弱くなり、ツールホルダから抜ける恐れがあります。 - サイドロックホルダ:
スリーブシャンクがステンレス鋼製のため、ねじ締めの際にシャンクが変形し、ツールホルダから抜けなくなる恐れがあります。