加工条件(標準型)
XEBECブラシ 表面用は、バリ取りとカッターマーク除去・研磨で加工条件が異なります。
基本の加工条件は、下図に示す①回転速度、②切込み量、③送り速度の3つです。
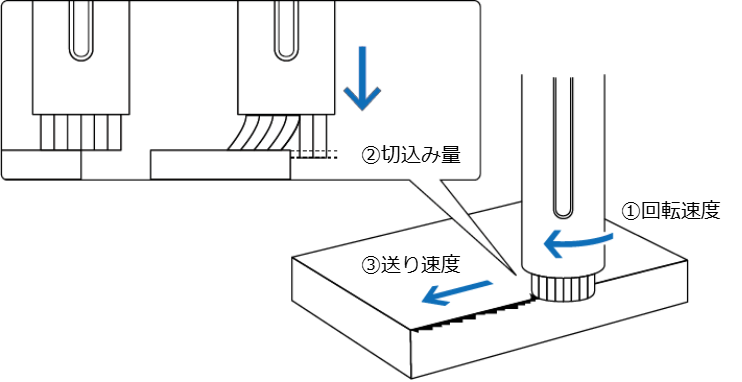
その他の条件は、ブラシサイズごとに決まっているブラシ突出し量と、バリ取りにおいて重要なブラシの回転方向です。
初期加工条件
バリ取り
商品コード |
①回転速度(min-1) |
②切込み量(mm) |
③送り速度(mm/min) |
線材突出し量(mm) |
|||
|---|---|---|---|---|---|---|---|
推奨 |
上限 |
立ちバリ |
横バリ |
バリ根元厚み0.05mm |
バリ根元厚み0.1mm |
上限回転速度(mm-1) |
|
A13-CB06M |
8000 |
10000 |
0.5 |
0.5 |
4000 |
2500 |
10 |
A32-CB06M |
8000 |
10000 |
0.3 |
0.3 |
4000 |
2500 |
10 |
A13-CB15M |
4800 |
6000 |
1 |
1 |
4000 |
2500 |
10 |
A11-CB15M |
4800 |
6000 |
0.5 |
1 |
4000 |
2500 |
10 |
A11-CB25M |
4000 |
5000 |
0.5 |
1 |
4000 |
2500 |
15 |
A11-CB40M |
2400 |
3000 |
0.5 |
1 |
4000 |
2500 |
15 |
A11-CB60M |
1600 |
2000 |
0.5 |
1 |
4000 |
2500 |
15 |
A11-CB100M |
960 |
1200 |
0.5 |
1 |
4000 |
2500 |
15 |
カッターマーク除去・研磨
商品コード |
①回転速度(min-1) |
②切込み量(mm) |
③送り速度(mm/min) |
線材突出し量(mm) |
|---|---|---|---|---|
A13-CB06M |
10000 |
0.3 |
250 |
10 |
A32-CB06M |
10000 |
0.3 |
250 |
10 |
A13-CB15M |
6000 |
0.5 |
450 |
10 |
A11-CB15M |
6000 |
0.5 |
450 |
10 |
A11-CB25M |
5000 |
0.5 |
700 |
10 |
A11-CB40M |
3000 |
0.5 |
800 |
10 |
A11-CB60M |
2000 |
0.5 |
850 |
10 |
A11-CB100M |
1200 |
0.5 |
850 |
10 |
 |
|