
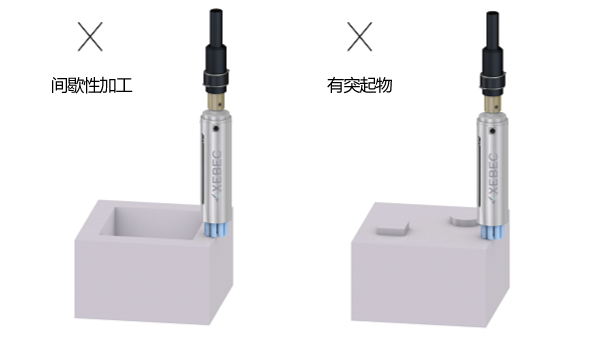
可用XEBEC表面刷加工的工件,通常可以使用。
不能用于工件表面有断层或有突出物的情况。
使用时,由于无法横向切入工件,建议尝试使用以下方式
注意请勿使用研磨刷侧面,防止毛刷破损
1.从工件上部进入,先不运行研磨刷
2.设定切削量(下压量),收缩弹簧
3.收缩弹簧后,运转研磨刷,执行进给操作
4.加工过程结束后,停止研磨刷的运转和进给
5.研磨刷移回工件上方
FH-ST12-SL10可安装在S40M-SD10(柄部直径φ10mm)上,无需衬套。
S06M/S15M-P和S40M-SL10可以用附带的特殊衬套安装。
可安装直径8mm的S25M/S40M。
将柄部的固定螺钉孔与衬套孔对准,将专用衬套插入后,用螺钉固定。
FH-ST12-SL10可以根据加工品质要求更换相应切削负荷的弹簧。
在购买时,内置有标准负荷的弹簧。
收纳弹簧部位的直径为10.5Φ×25~19mm(6mm前后伸缩)。
因此,如果希望更换弹簧,可以选择10Φ、且可在25~19mm范围内使用的弹簧。
此外,我们还有比产品系列中的高负荷弹簧(0.72~1.05kgf)更高负荷的弹簧(1.52~3.34kgf)。 请联系我们以获得更多信息。
1.取下C型固定环。
*拆卸和安装C型固定环时,使用卡环钳对准轴(C型固定环尺寸为20mm)。
2.拆下钢球固定环,取下钢球。 拆下钢球挡圈,取出内部钢球(2处)。
*钢球体积小,很容易丢失,取下时需要注意。
3.将工具固定部件从本体上拆下,更换弹簧,然后将工具固定部件涂上薄薄一层润滑脂,再放回本体。
*将工具固定部件放回本体时,要将它的槽与浮动夹头本体上的钢球孔对准。
*确保工具固定部件表面和槽道内没有灰尘。
*推荐的润滑脂:锂皂润滑脂(NLGI No.2)。
将柄部固定螺丝孔与衬套孔对准,将专用衬套插入底部后,再将柄部固定螺丝固定。
FH-ST20-60可用于柄径为12mm的XEBEC表面用研磨刷 Φ60mm。
FH-ST20-100可用于柄径为16mm的XEBEC表面用研磨刷Φ60mm。
*新品交付时弹簧压力被设定为最小值。
调整螺丝位置①,松开螺丝2,将螺丝1拧紧,再将螺丝2拧紧到锁定的位置。
1.松开螺丝1。
2.拧紧螺丝2。
3.拧紧螺丝1。
调整螺丝位置②,松开螺丝1,将螺丝2拧紧,再将螺丝1拧紧到锁定的位置。
*新品交付时弹簧压力被设定为最小值。
1.用六角扳手(3mm)松开被锁紧的螺丝。
2. 用六角扳手(5mm)拆下螺丝并移动螺丝,调整弹簧压力。
当螺丝按顺时针方向完全关闭时,达到最小弹簧压力。新品交付时,弹簧压力被设定为最小值。
逆时针旋转调整螺丝,增加弹簧压力。 从完全顺时针位置逆时针旋转螺丝。
最大的弹簧压力是在逆时针方向从完全关闭的位置向顺时针方向转动6圈。
请注意,如果弹簧转动超过6圈,弹簧会被卡住,无法使用浮动功能。


