
刷子的大小是根据工件的尺寸和形状、干扰物体(如夹具)、可能的刀具长度和循环时间来选择的。
建议使用直径为工件或工件整体宽度1.5-2倍的刷子。
请查看以下视频,了解不同尺寸刷子的加工路径的差异。
XEBEC的表面刷的加工条件根据去毛刺、刀痕去除及抛光等不同的目的而不同。
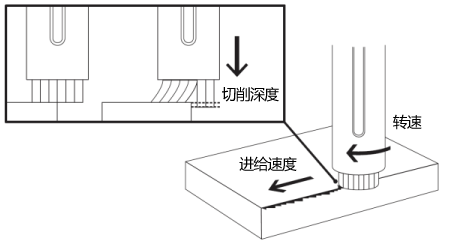
三个基本的加工条件是:(1)转速,(2)切削深度,(3)进给率
此外,刷子的突出量(由刷子的大小决定),刷子的旋转方向都去毛刺的过程起到非常重要的作用。
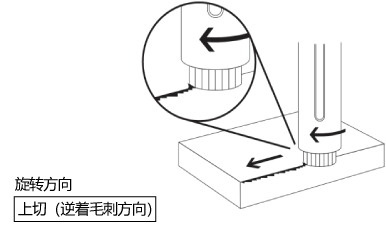
XEBEC研磨刷表面用 的旋转方向对刷子的去毛刺能力有很大影响。
钻孔加工和端铣加工后出现的纵向毛刺(立毛刺)不会受刷子旋转方向的影响。
但是,面铣后出现的横向毛刺(水平毛刺)需要进行上切,即刷子从下面向上提起去毛刺的加工方式。
在下切的情况下,毛刺很可能躺下或粘在刷子上,难以正常去除毛刺。
| 产品型号 | 转速(min-1) | 切削深度(mm) | 进给速度(mm/min) | 刷子突出量(mm) | ||||||
| 推荐转速 | 上限转速 | 垂直毛刺 | 水平毛刺 | 去除刀痕 | 研磨 | 毛刺根部厚度0.05mm | 毛刺根部厚度0.1mm | 去除刀痕/研磨 | ||
| A13-CB06M | 8000 | 10000 | 0.5 | 0.5 | 0.5~1.0 | 0.3~0.5 | 4000 | 2500 | 300 | 10 |
| A11-CB06M・A21-CB06M | 8000 | 10000 | 0.5 | 0.5 | 0.5~1.0 | 0.3~0.5 | 4000 | 2500 | 300 | 10 |
| A32-CB06M | 8000 | 10000 | 0.3 | 0.3 | 0.3 | 0.2~0.3 | 4000 | 2500 | 300 | 10 |
| A13-CB15M | 4800 | 6000 | 1.0 | 1.0 | 0.5~1.0 | 0.3~0.5 | 4000 | 2500 | 300 | 10 |
| A11-CB15M・A12-CB15M・A32-CB15M | 4800 | 6000 | 0.5 | 1.0 | 0.5~1.0 | 0.3~0.5 | 4000 | 2500 | 300 | 10 |
| A11-CB25M・A21-CB25M・A32-CB25M | 4000 | 5000 | 0.5 | 1.0 | 0.5~1.0 | 0.3~0.5 | 4000 | 2500 | 300 | 15 |
| A11-CB40M・A21-CB40M・A32-CB40M | 2400 | 3000 | 0.5 | 1.0 | 0.5~1.0 | 0.3~0.5 | 4000 | 2500 | 300 | 15 |
| A11-CB60M・A21-CB60M・A32-CB60M | 1600 | 2000 | 0.5 | 1.0 | 0.5~1.0 | 0.3~0.5 | 4000 | 2500 | 300 | 15 |
| A11-CB100M・A21-CB100M・A32-CB100M | 960 | 1200 | 0.5 | 1.0 | 0.5~1.0 | 0.3~0.5 | 4000 | 2500 | 300 | 15 |
可直接用切削时使用的冷却液,因为它可以在干式和湿式(包括油溶性和水溶性)中进行加工。
湿式加工对改善表面粗糙度更有效,往往能提高刀具的寿命。








