可在“可同时控制XYZ3轴的加工中心“,“可同时控制XZC3轴以及XZC3轴的组合车床”上进行使用。
*使用时需要极坐标插补。
*本刀具为数控机床专用刀具,请勿用于手工作业。
请进行免费的孔边缘毛刺诊断(https://xebec-urabari-cutter.com/diagnosis.php)检查是否可以生成路径,然后填写所需信息,提出报价需求。
XEBEC提供用户的 “XEBEC路径编号”和 “刀具直径”。
根据所提供的 “XEBEC去毛刺程序编号”和 “刀具直径” 向当地代理商订购产品。
我们将通过您的经销商为您提供刀具。
同时,我们也将通过电子邮件提供路径程序。
孔边缘毛刺免费检测在以下专用网站设有表格。
您可以通过输入简单的信息来确定是否可以生成程序。
如果您在网上输入信息时有困难,请填写专用的 “XEBEC背孔刀和路径确认单 “发送给我们,以便我们确定您的XEBEC去毛刺刀的尺寸,生成 “XEBEC去毛刺刀路径”,并发行XEBEC路径编号。
根据使用的设备不同,有两种毛刺确认单。
请从下面下载相应的表格并填写。
请从以下链接下载相应的表格并填写。
填写完所需信息后,您可直接或通过您的经销商发送给我们。
通过传真请拨打03-5211-8964,也可通过邮件soudan@xebec-tech.co.jp来联系我们。
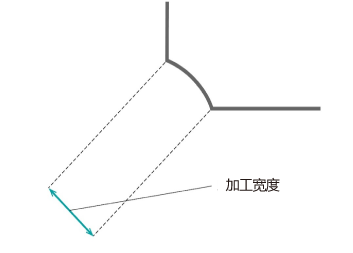
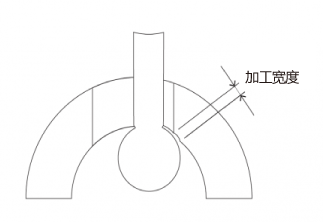
因此,我们将 “刀具去毛刺后的直线距离 “称为 “加工宽度”。
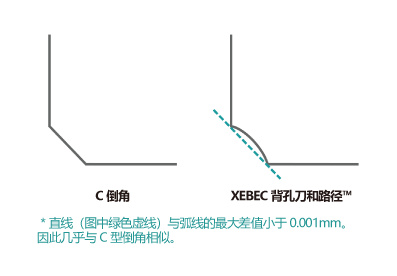
为了追求十字孔去毛刺的有效形状,我们采用了球形刀具。
因此,严格来说,边缘不会以C或R倒角来完成。
去毛刺后的边缘形状如上图所示。
| 产品型号 | 刀具直径 (mm) | 突起量 | 铝合金 | 碳钢/合金钢/不锈钢 | ||
| 转速(min-1) | 进料速度(mm/min) | 转速(min-1) | 进料速度(mm/min) | |||
| XC-08-A | φ0.8 | 5D | 20000 | 650 | 20000 | 600 |
| XC-13-A | φ1.3 | 5D | 20000 | 650 | 20000 | 600 |
| XC-18-A | φ1.8 | 5D | 20000 | 650 | 20000 | 600 |
| XC-23-A | φ2.3 | 5D | 18000 | 950 | 15000 | 750 |
| XC-28-A | φ2.8 | 5D | 15000 | 1400 | 12500 | 1000 |
| XC-33-A | φ3.3 | 5D | 12700 | 1250 | 10600 | 1050 |
| XC-38-A | φ3.8 | 5D | 11000 | 1600 | 9200 | 1200 |
| XC-48-A | φ4.8 | 5D | 8500 | 1100 | 7200 | 1100 |
| XC-58-A | φ5.8 | 5D | 7000 | 1600 | 4500 | 1350 |
| XC-78-A | φ7.8 | 5D | 5400 | 1350 | 4500 | 1350 |
| XC-98-A | φ9.8 | 5D | 4300 | 1300 | 3600 | 1100 |
| XC-18-B | φ1.8 | 10D | 4400 | 220 | 4400 | 220 |
| XC-23-B | φ2.3 | 10D | 3500 | 220 | 3500 | 220 |
| XC-28-B | φ2.8 | 10D | 2800 | 220 | 2800 | 220 |
| XC-33-B | φ3.3 | 10D | 2400 | 190 | 2400 | 190 |
| XC-38-B | φ3.8 | 10D | 2000 | 160 | 2000 | 160 |
| XC-48-B | φ4.8 | 10D | 1600 | 120 | 1600 | 120 |
| XC-58-B | φ5.8 | 10D | 1300 | 100 | 1300 | 100 |
| XC-78-B | φ7.8 | 10D | 650 | 70 | 650 | 70 |
| XC-98-B | φ9.8 | 10D | 500 | 50 | 500 | 50 |
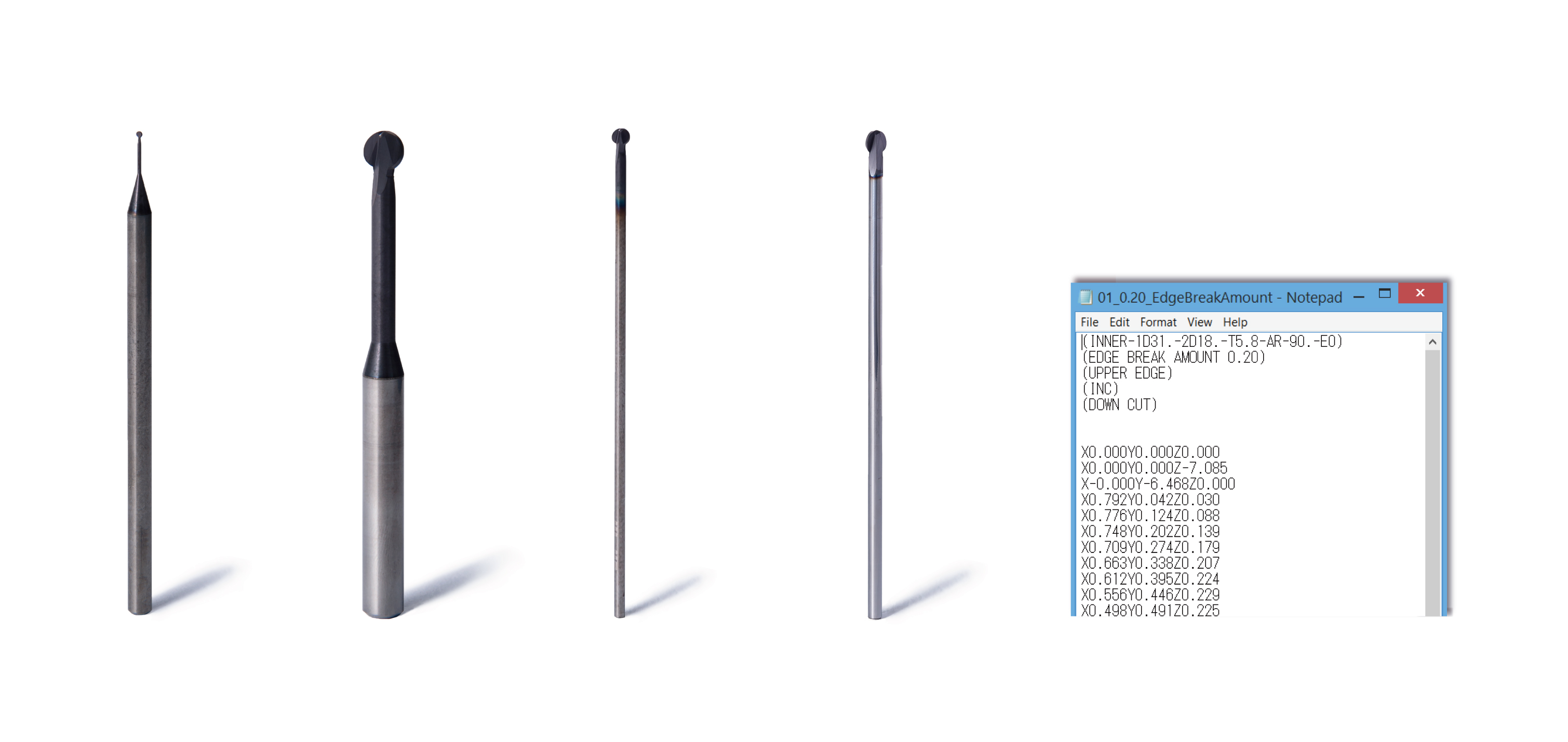
路径是由XEBEC创建,并通过邮件交付。
因此,您只需安装路径,设置切割的起始点,设置切割条件,无需编程。
有关刀具长度补偿和起始点设置的详细信息,请参考说明书。
以下说明XEBEC背孔刀和路径™的增量指令点组数据的实例安装方法。
加工程序中设置(用于加工中心 B型孔)
※控制系统符合FANUC标准。 程序中的G代码与客户的数控机床相适应。





