| Tool | Abrasive-impregnated nylon brush |
|---|---|
| Problem | Burrs remain after deburring by nylon brush due to low grinding power. Additional manual deburring required. Quality unstable and labor cost increased. |
| Tool | XEBEC Brush for Surface (A31-CB40M) |
|---|---|
| Result | No burrs left and deburring quality stabilized. |
| Industry | Automotive |
|---|---|
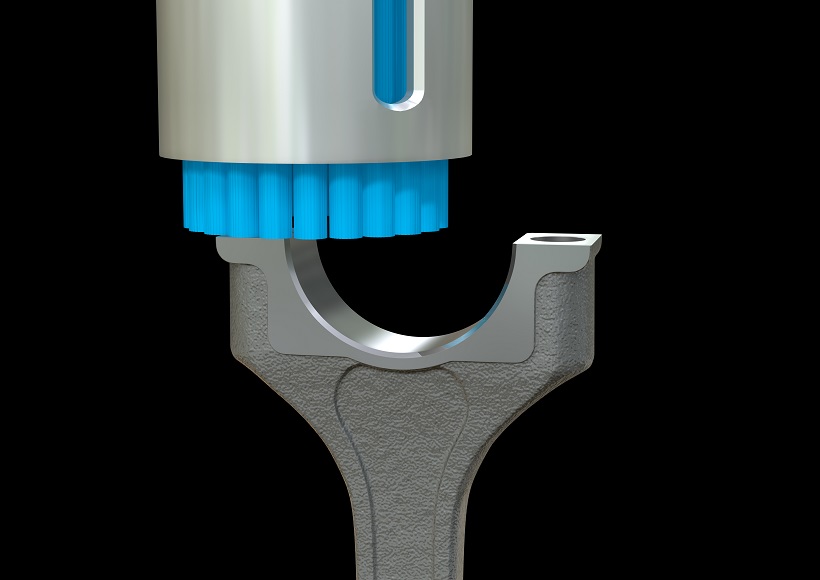
| Part name | Connecting rod (Matching surface) |
| Material type | S45C |
| Machining process | Front cutter processing |
| Tool | XEBEC Brush for Surface (A31-CB40M) |
|---|---|
| Details of processing | Deburring the matching surface after face milling process. |
| Spindle speed (min⁻¹) | 1,300 |
| Table feed (mm/min) | 2800 |
| Depth of cut (mm) | 0.4 |
| Machining time (sec) | – |








