XYZ3軸同時制御ができるマシニングセンタ、XZY3軸およびXZC3軸同時制御*ができる複合旋盤でご使用いただけます。
*使用するには極座標補間が必要です。
*本カッターはNC加工機専用工具です。手作業で使用しないでください。
下記サイト「XEBECバリ取りCAM」よりご注文ください。
「裏バリ確認シート」という専用のシートに記入し、当社へ送って頂くことで「XEBEC裏バリカッター」のサイズ選定と、「XEBECバリ取りプログラム」の生成可否判断およびXEBECプログラムNo.の発行が可能です。
裏バリ確認シートは、使用する設備に合わせて、2種類用意しております。
下記より該当するシートをダウンロードの上、ご記入をお願いいたします。
*自筆でご記入いただくために、PDF編集を不可に設定しております。
必須事項をご記入の上、直接もしくは販売店様経由で当社までお送りください。
FAXの場合は03-5211-8964、メールの場合はsoudan@xebec-tech.co.jpまでお送りください。
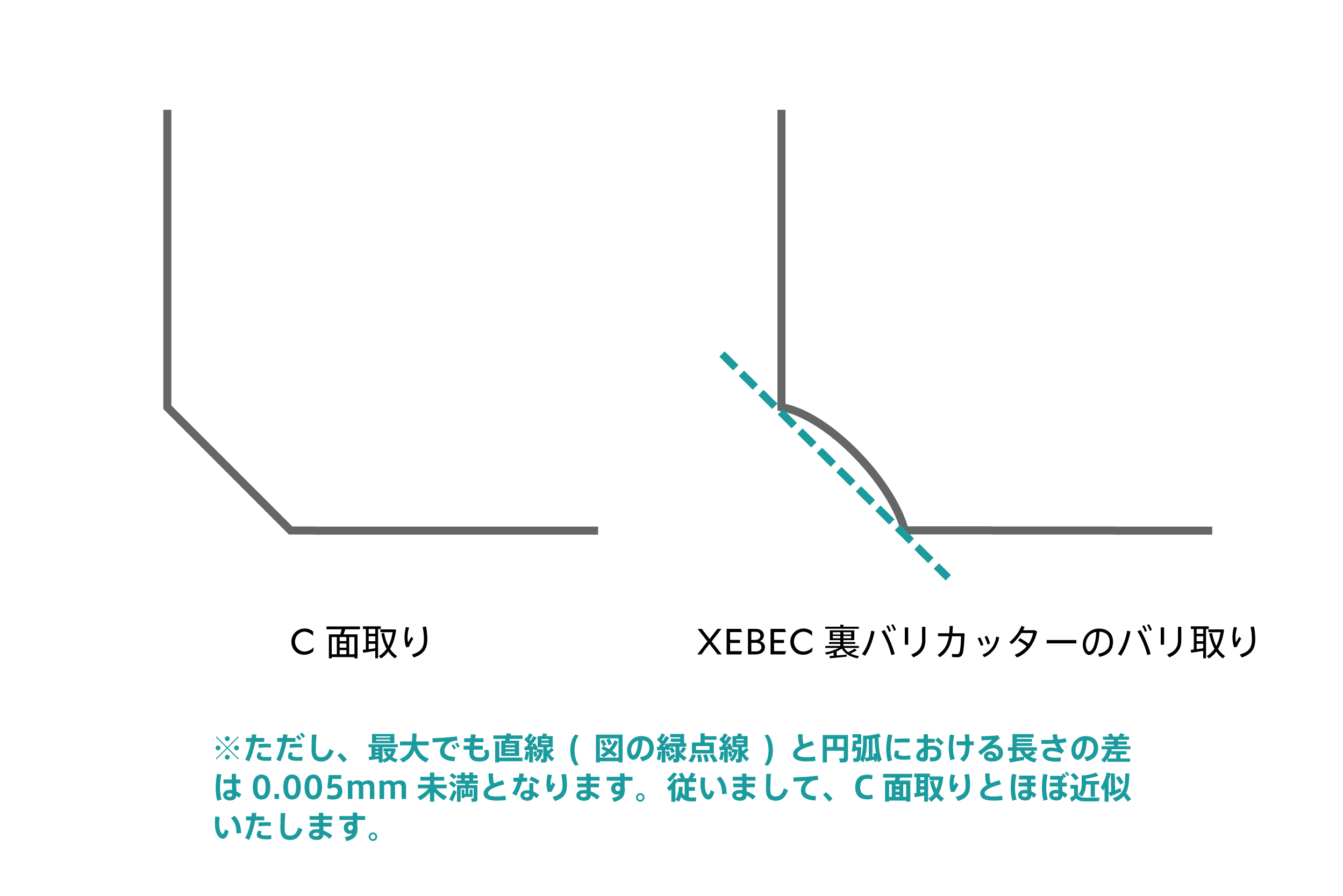
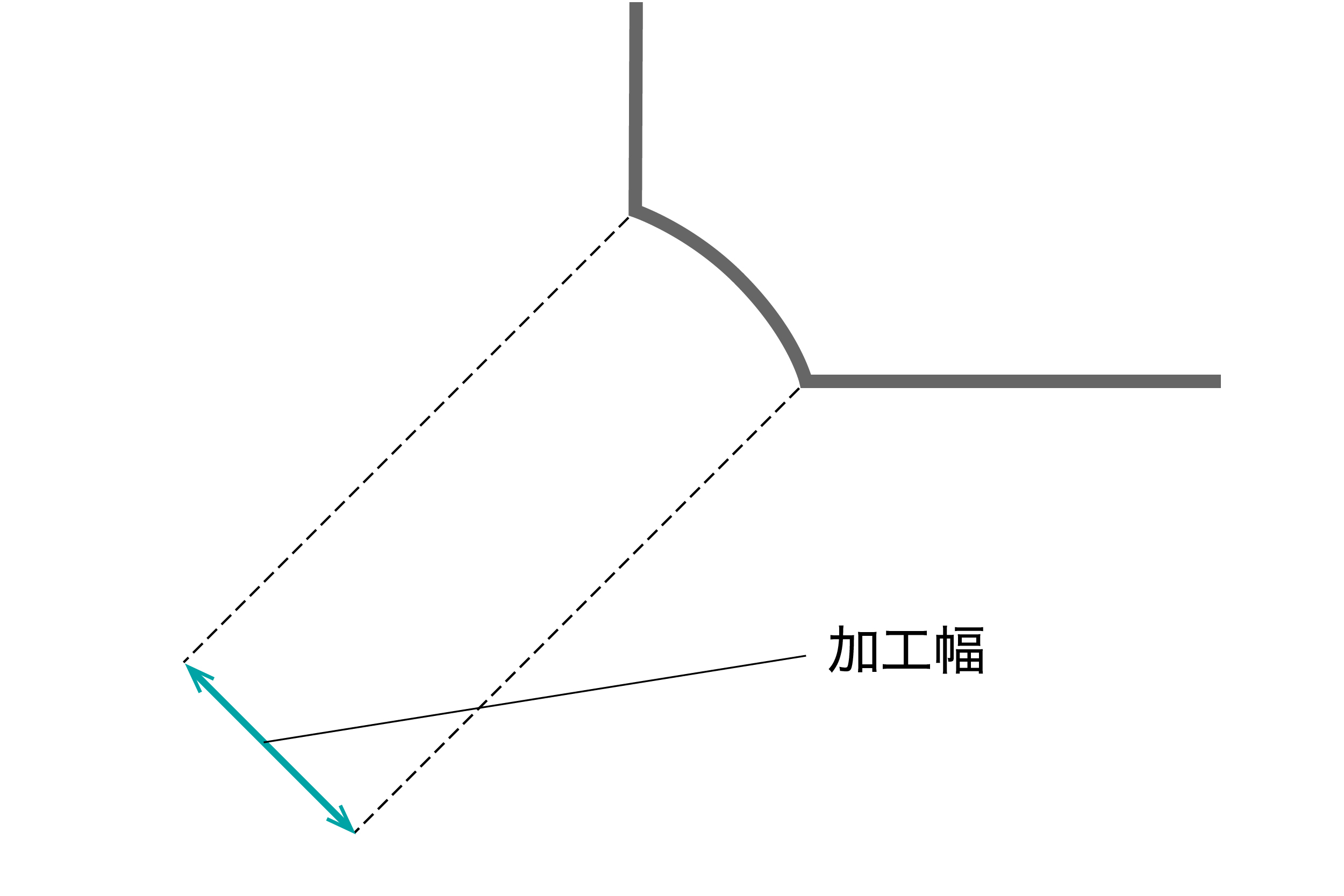
上記の理由から、当社では「カッターでバリ取りを行った後の直線距離」のことを「加工幅」としています。
交差穴バリ取りに有効な形状を追求し、当社は球状のカッターを採用しています。
そのため、厳密にはエッジがC面取りやR面取りに仕上がりません。
バリ取り後のエッジの形状は上図のようになります。
| 商品コード | カッター径 ΦDc(mm) |
突出し量 (mm) |
鋼P、ステンレスM、鋳鉄K、耐熱合金S | 非鉄金属N | ||
| 回転速度 n (min-1) |
送り速度 Vf(mm/min) |
回転速度 n (min-1) |
送り速度 Vf(mm/min) |
|||
| XC-08-AS-3F | 0.8 | 3Dc | 20000 | 1080 | 20000 | 1170 |
| XC-13-AS-3F | 1.3 | 3Dc | 20000 | 1080 | 20000 | 1170 |
| XC-18-AS-3F | 1.8 | 3Dc | 20000 | 1080 | 20000 | 1170 |
| XC-23-AS-3F | 2.3 | 3Dc | 15000 | 1350 | 18000 | 1710 |
| XC-28-AS-3F | 2.8 | 3Dc | 12500 | 1800 | 15000 | 2520 |
| XC-33-AS-3F | 3.3 | 3Dc | 10600 | 1890 | 12700 | 2250 |
| XC-38-AS-3F | 3.8 | 3Dc | 9200 | 2160 | 11000 | 2880 |
| XC-48-AS-3F | 4.8 | 3Dc | 7200 | 1980 | 8500 | 2880 |
| XC-58-AS-3F | 5.8 | 3Dc | 6000 | 1620 | 7000 | 2160 |
| XC-78-AS-3F | 7.8 | 3Dc | 4500 | 1620 | 5400 | 1920 |
| XC-98-AS-3F | 9.8 | 3Dc | 3600 | 1320 | 4300 | 1560 |
| 商品コード | カッター径 ΦDc(mm) |
突出し量 (mm) |
鋼P、ステンレスM、鋳鉄K、耐熱合金S | 非鉄金属N | ||
| 回転速度 n (min-1) |
送り速度 Vf(mm/min) |
回転速度 n (min-1) |
送り速度 Vf(mm/min) |
|||
| XC-08-A | 0.8 | 5Dc | 20000 | 600 | 20000 | 650 |
| XC-13-A | 1.3 | 5Dc | 20000 | 600 | 20000 | 650 |
| XC-18-A | 1.8 | 5Dc | 20000 | 600 | 20000 | 650 |
| XC-23-A | 2.3 | 5Dc | 15000 | 750 | 18000 | 950 |
| XC-28-A | 2.8 | 5Dc | 12500 | 1000 | 15000 | 1400 |
| XC-33-A | 3.3 | 5Dc | 10600 | 1050 | 12700 | 1250 |
| XC-38-A | 3.8 | 5Dc | 9200 | 1200 | 11000 | 1600 |
| XC-48-A | 4.8 | 5Dc | 7200 | 1100 | 8500 | 1600 |
| XC-58-A | 5.8 | 5Dc | 6000 | 900 | 7000 | 1200 |
| XC-78-A | 7.8 | 5Dc | 4500 | 1350 | 5400 | 1600 |
| XC-98-A | 9.8 | 5Dc | 3600 | 1100 | 4300 | 1300 |
| 商品コード | カッター径 ΦDc(mm) |
突出し量 (mm) |
鋼P、ステンレスM、鋳鉄K、耐熱合金S | 非鉄金属N | ||
| 回転速度 n (min-1) |
送り速度 Vf(mm/min) |
回転速度 n (min-1) |
送り速度 Vf(mm/min) |
|||
| XC-18-B | 1.8 | 10Dc | 4400 | 220 | 4400 | 220 |
| XC-23-B | 2.3 | 10Dc | 3500 | 220 | 3500 | 220 |
| XC-28-B | 2.8 | 10Dc | 2800 | 220 | 2800 | 220 |
| XC-33-B | 3.3 | 10Dc | 2400 | 190 | 2400 | 190 |
| XC-38-B | 3.8 | 10Dc | 2000 | 160 | 2000 | 160 |
| XC-48-B | 4.8 | 10Dc | 1600 | 120 | 1600 | 120 |
| XC-58-B | 5.8 | 10Dc | 1300 | 100 | 1300 | 100 |
| XC-78-B | 7.8 | 10Dc | 650 | 70 | 650 | 70 |
| XC-98-B | 9.8 | 10Dc | 500 | 50 | 500 | 50 |
| 商品コード | カッター径 ΦDc(mm) |
突出し量 (mm) |
非鉄金属N、樹脂O | |
| 回転速度 n (min-1) |
送り速度 Vf(mm/min) |
|||
| XC-08-A-N | 0.8 | 5Dc | 20000 | 650 |
| XC-13-A-N | 1.3 | 5Dc | 20000 | 650 |
| XC-18-A-N | 1.8 | 5Dc | 20000 | 650 |
| XC-23-A-N | 2.3 | 5Dc | 18000 | 950 |
| XC-28-A-N | 2.8 | 5Dc | 15000 | 1400 |
| XC-33-A-N | 3.3 | 5Dc | 12700 | 1250 |
| XC-38-A-N | 3.8 | 5Dc | 11000 | 1600 |
| XC-48-A-N | 4.8 | 5Dc | 8500 | 1600 |
| XC-58-A-N | 5.8 | 5Dc | 7000 | 1200 |
| XC-78-A-N | 7.8 | 5Dc | 5400 | 1600 |
| XC-98-A-N | 9.8 | 5Dc | 4300 | 1300 |
1.回転速度と送り速度は、初めて加工を行う際の目安です。
2.加工状態の改善は、回転速度・送り速度の調整・または、加工幅の異なるプログラムへの変更などで行ってください。
3.振動や異音が発生する場合、または回転速度・送り速度が基準加工条件表に満たない場合は回転速度・送り速度を同じ比率で下げてください。
4.交差穴のタイプにより、設定条件に注意が必要な場合がありますので、「加工エッジのバリエーション」(15ページ)で、使用する交差エッジ(タイプ)のスタートポイントの項をご参照ください。
5.工作機械の先行制御互換のような機能を使うことで、加工形状誤差を小さくすることができます。
交差エッジの状態によっては、2次バリ発生の懸念があります。極力工具の突出しを短く、送り速度を基準条件の約50%に設定し、小さい加工幅からお試しください。
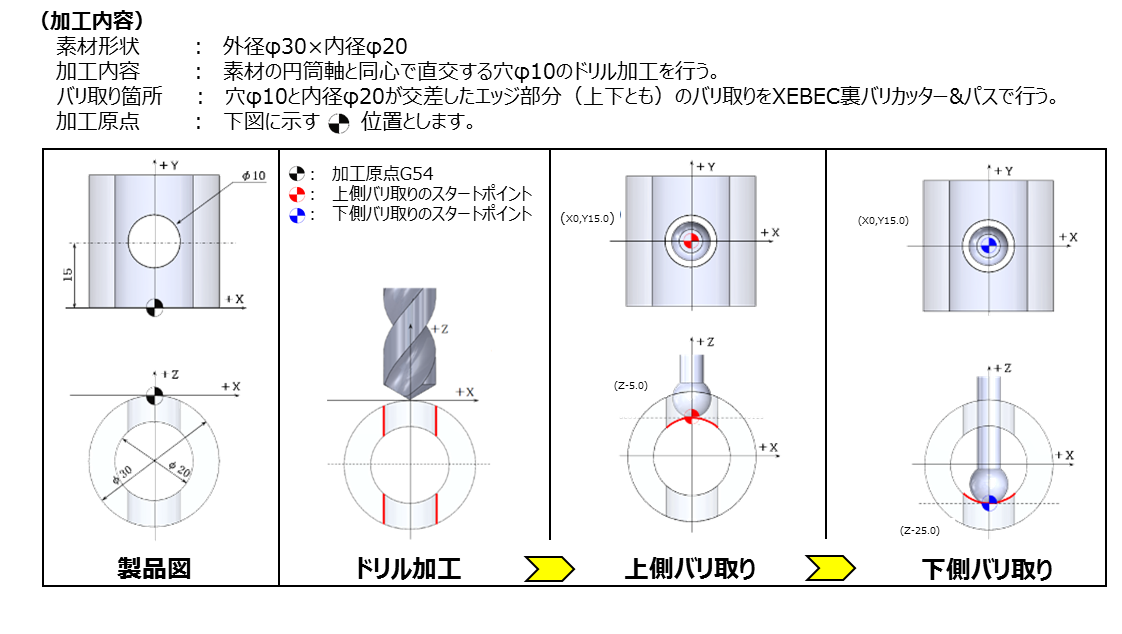
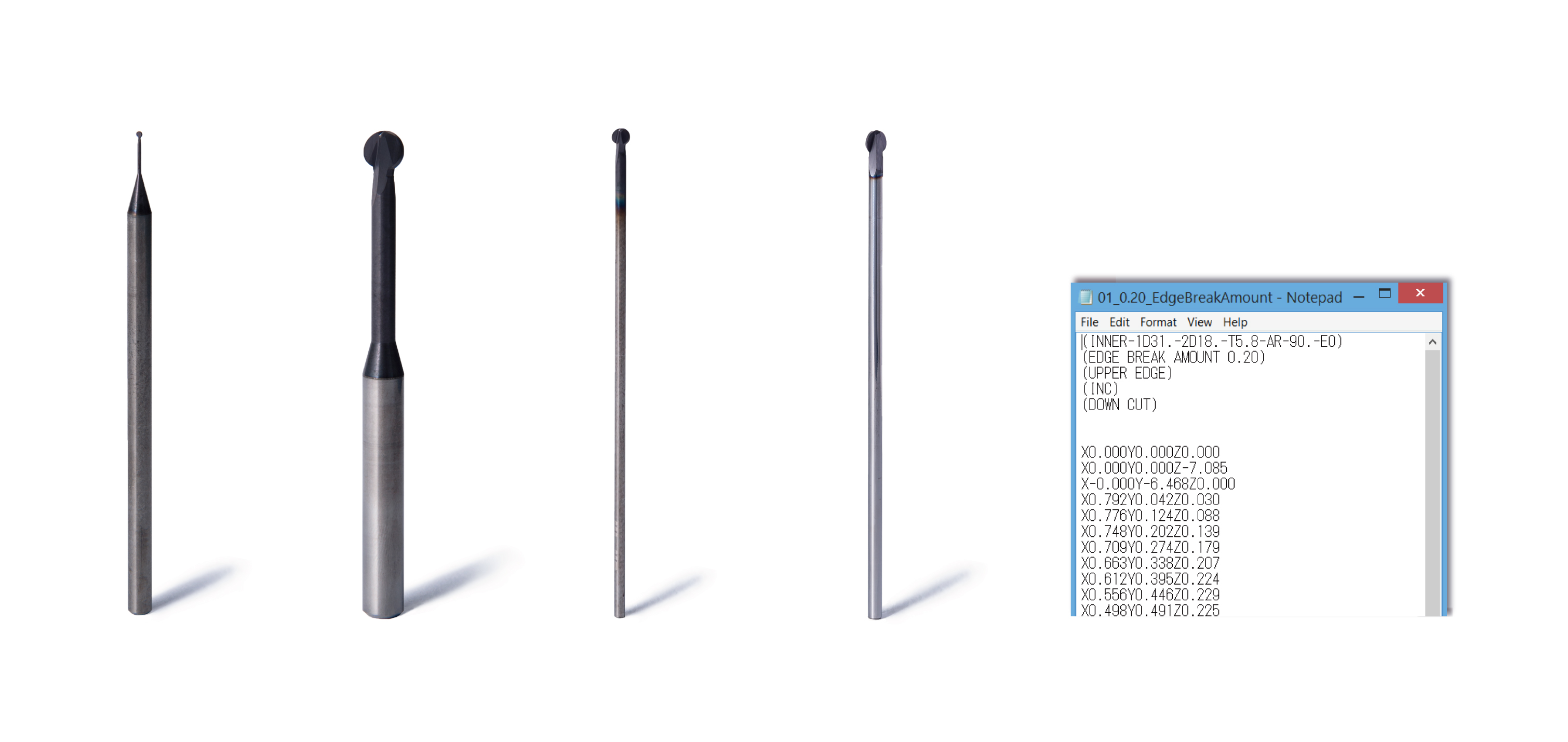
XEBECバリ取りプログラムはジーベックテクノロジーが作成し、メールで納品いたします。
そのため、お客様はプログラムのインストールとカッターのスタートポイント設定、加工条件の設定をしていただくだけで、プログラミングは不要です。
工具長補正およびスタートポイントの設定方法については取扱説明書をご確認下さい。
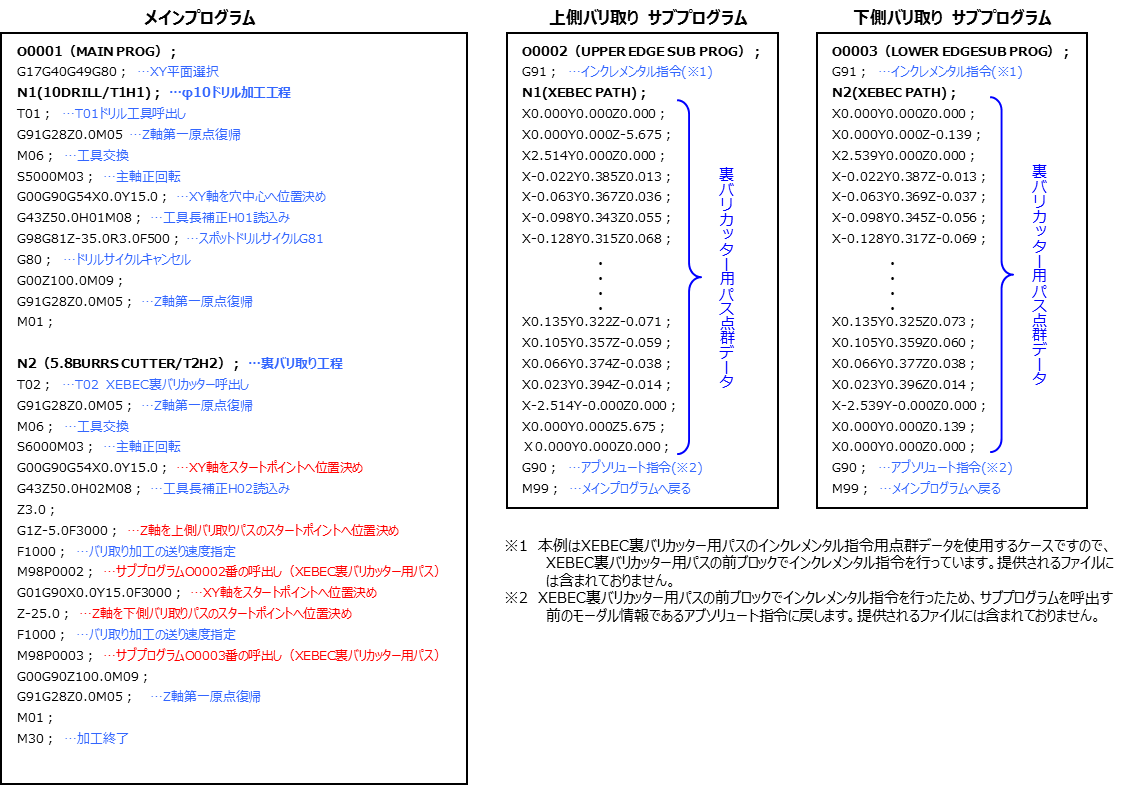
加工プログラムに、XEBEC裏バリカッター用プログラム(マシニングセンタ用(穴タイプB))の、
インクレメンタル指令用点群データを組込む場合の、運用例を以下で説明します。
※制御装置はFANUCに準拠しております。プログラム内のGコードなどは、お客様所有の数値制御加工機に合わせてください。